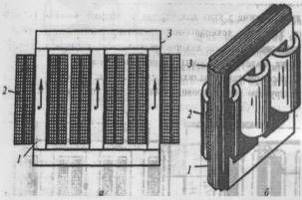
Призначення та конструктивно-технологічні особливості гвинтових обмоток
Вибір типу виробництва та опис режиму роботи дільниці намотування гвинтових обмоток
Розрахунок штучного часу намотування гвинтової обмотки
Розрахунок персоналу дільниці намотування гвинтових обмоток
Охорона праці на дільниці намотування обмоток
Навигация
Вибір типу виробництва та опис режиму роботи дільниці намотування гвинтових обмоток
Технологія намотування гвинтових обмоток силових трансформаторів
45079
знаков
1
таблица
5
изображений
1.3 Вибір типу виробництва та опис режиму роботи дільниці намотування гвинтових обмоток
Згідно з річною програмою випуску, яка становить 4000 штук обирається серійний тип виробництва.
При серійному виробництві вироби випускаються партіями або серіями з регулярною повторюваністю. При серійному виробництві бажано налагодити поточне виробництво. Цьому допомагає застосування групових методів обробки. Обладнання універсальне, спеціальне, спеціалізоване, велика кількість оснащення і приладів. Використовуються не тільки універсальні, але й спеціальні інструменти.
Поточне виробництво дозволяє зробити процес виготовлення виробів більш організованим, впорядковано розташувати устаткування дільниць та цехів за напрямом виробничого процесу, що сприяє зростанню продуктивності праці. Організація потокового виробництва є найпершою умовою для комплексної механізації і автоматизації виробництва.
Дільниця намотування гвинтових обмоток працює в дві зміни. Початок першої зміни о 7:00, закінчення о 16:00. Обідня перерва з 11:00 до 11:40. На протязі зміни є дві технологічні перерви тривалістю 10 хвилин. З 16:00 до 16:10 відбувається перезміна. Друга зміна починається о 16:00 та продовжується до 23:00. На протязі зміни також є дві технологічні перерви, обідньої перерви не має.
Визначений тип виробництва впливає на організацію та здійснення процесів, розроблення технологічного процесу та його фактори – на глибину розподілу процесу на операції, спеціалізацію робочих місць, обладнання, пристроїв, інструментів та кваліфікацію робітників.
На підставі вимог до визначеного типу виробництва складається опис заданого технологічного процесу.
2. Спеціальна частина
2.1 Технологічний процес намотування гвинтових обмоток
До початку намотування перевіряється відповідність скомплектованого оснащення, деталей і обмотувального проводу технологічній карті і кресленню. З цією метою вимірюється зовнішній діаметр шаблона, встановленого на намотувальному верстаті, розмір перетину й ізоляції проводу, відповідність номера замовлення, написаного на кожній рейці з набором дистанційних прокладок, номеру замовлення трансформатора, для якого буде виготовлена ця обмотка.
При виконанні підготовчих робіт до намотування багато паралельних гвинтових обмоток рекомендується на стійки встановлювати робочі (технологічні) барабани з намотаним на них проводом. Довжина намотаного проводу на один робочий барабан повинна бути не менш (чи кратній) довжини однієї паралелі обмотки. Технологічні барабани встановлюються на каретку в декілька рядів у 2— 3 яруси.
Процес намотування одноходової обмотки з груповими й загальної транспозиціями (рис. 4) починається із комплектування початкового виводу, після чого всі проводи заводяться у натяжне пристосування. На встановленому комплекті рейок дистанційні прокладки зсовуються в ліву чи праву сторону (в залежності від напрямку намотування), закріплюються кінці обмотки на шаблоні і починається намотування обмотки. За кожне обертання верстата виготовляється один виток з багатьма паралелями на невеликій частоті обертання (8 – 16) об/хв., чергуючи намотування витків обмотки з встановленням прокладок. Для створення опорної поверхні обмотки між гвинтовою поверхнею крайнього витка й опорним кільцем на кожній рейці встановлюється різна кількість прокладок. Для стійкості прокладок вони скріплюються сегментами.
Виконавши перший виток, присуваються до нього прокладки, що утворюють канал між першим і другим витками, потім намотується другий виток із кроком, рівним товщині проводу плюс канал між витками. Після другого витка симетрично по окружності накладається три - чотири загальних бандажі з кіперної стрічки на обидва витки. Проводиться намотування 1/4 витків обмотки до початку першої транспозиції.
Намічається центр першої групової транспозиції, закріплюється останній намотаний виток обмотки затискачем і всі проводи розділяються на дві групи: з однаковим числом - при парній кількості проводів у витку, різним - при непарній (в одній із груп на один провід більше). Ці групи (рис. 4,б) міняються місцями після перекладці їх у двох полях, суміжних із центром транспозиції. В одному полі виконуються переходи проводів однієї групи, а через поле - іншої. Кожен провід верхньої групи вигинається окремо (за допомогою пристосування для гнуття при виконанні переходів), а потім всі проводи складаються стопкою, бандажуються тафтяною стрічкою в напівперекриття й укладаються з витком. Для запобігання замикання суміжних проводів першої й другої груп до і після виконання транспозиції між групами закладається смуга електрокартону і додатково на вигнуті частини витка установлюються відбортовані прокладки з електрокартону.
Плавний перехід проводів здійснюється за допомогою клинів з електрокартону, що підкладаються під проводи в місці переходу (рис. 4,б). Клини вирівнюють радіальний розмір витків у зоні транспозиції, і на них розташовуються обидві групи проводів, що транспонуються. Після виконання транспозиції обидві групи проводів помінялися місцями: верхня група стала нижньою, а нижня – верхньою. У зоні транспозиції відбулося як би роздвоєння витка, а потім злиття, за рахунок чого збільшився канал. Тому при виконанні транспозиції уважно стежать за правильним виконанням каналу.
Продовжується намотування витків до половини обмотки і виконується загальна транспозиція. Початок-і кінець обмотки повинні бути симетричними щодо її середини (рис. 4, а). Для виконання загальної транспозиції у полі, зазначеному в розгортці обмотки, намічається перехід на першому (верхньому) проводі, виток закріплюється затискачем та зі смуг електрокартону виготовляються два клини. Висота клина повинна бути менше радіального розміру витка на один провід, а довжина його визначається довжиною частини окружності, зайнятої переходами всіх проводів витка.
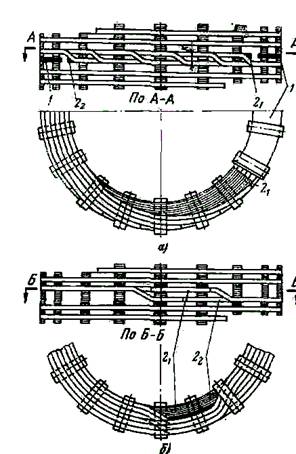
Рисунок 4 – Виконання транспозиції в одноходовій гвинтовій обмотці
Після вигинання верхнього проводу у виді переходу, він ізолюється й вкладається поруч із витком на стовщену частину першого клина. Другий клин своєю тонкою частиною підкладається під проводи витка, що залишилися. Таким чином, у першому полі рівнобіжні проводи витка поділилися на дві групи (рис. 4,а). У наступному полі вигинається і ізолюється перехід, потім вкладається другий провід на перший. В кожному полі згинаються послідовно провідники витка у виді переходів та вкладаються поруч на вже перекладені раніше провідники. Після виконання загальної транспозиції кожний провід у витку поміняв своє місце розташування.
Продовжуючи намотування, намотується ще 3/4 витків обмотки до початку другої групової транспозиції, що виконується аналогічно першій, тобто дві групи провідників знову змінюють своє місце розташування.
Після виконання всіх трьох транспозицій провідники будуть розташовані в зворотному порядку в порівнянні з їх початковим положенням. У процесі намотування останнього витка обмотки гвинтова поверхня вирівнюється різною кількістю прокладок на кожній рейці.
Пристосування для установки рейок знімається, закріплюється останній виток струбциною, обрізають кінці проводу і комплектують кінцевий вивід обмотки. Проводи вигинаються під прямим кутом (кожний окремо) та розташовуються так, щоб забезпечити можливість виводу кінців через спеціальні отвори або поглиблення в опорному кільці котушки. Щоб окремі провідники не замикалися, кожен провід у місці вигину ізолюється крепованим папером. Кінець обмотки ізолюється лакотканиною чи смугами крепованого папера і закріплюється між двома рейками.
Якщо одноходова обмотка виконується з транспозиціями Бюда, то розкладка проводів перед намотуванням обмотки й транспозиціями виконується по-іншому. Намотування обмотки проводиться так, як описано раніше, чергуючи намотування витків з установленням дистанційних прокладок. При виконанні групової транспозиції останній намотаний виток закріплюється затискачем, всі рівнобіжні проводи витка поділяються на чотири групи і кожна група змінюється місцями. Перекладення кожної групи проводів виконується через поле, тому вся групова транспозиція займає сім полів. У першому полі проводи першої групи згинаються у виді переходу й укладаються поруч з витком. Таким чином, виток як би розділяється на два, з різними радіальними розмірами. Для вирівнювання радіального розміру котушки під першу (у новому витку) і четверту групи (у витку, що залишився) підкладаються і бандажуються клини зі смуг електрокартону (мал. 4, а) так, щоб до сьомого поля після початку транспозиції четверта група була піднята до рівня верхньої групи, а перша група була опущена до рівня нижньої групи. В третьому полі згинаються провідники другої групи. Провідники третьої групи згинаються у четвертому полі й укладаються на другу групу провідників; у шостому поле згинається остання (колишня нижня) четверта група проводів і укладається на верх третьої групи.
При груповій транспозиції чотири групи проводів помінялися місцями: серединою транспозиції є поле, що знаходиться на 1/4 висоти обмотки, щодо якого симетрично розташовані переходи першої, другої, третьої і четвертої групи. Місця переходів усіх груп ізолюються; під середні групи підкладаються смуги товщиною 2 мм і шириною, рівній сумі двох осьових розмірів проводу і каналів між ними, довжиною на 10 мм менше довжини поля. Під першу й останню групи, що перекладаються, встановлюється смуга і відбортовані прокладки з електрокартону товщиною 1 мм, довжиною на 10 мм менше довжини поля, висотою 10 мм і бандажується кіперною стрічкою в напівперекриття. Намотування витків обмотки продовжується до початку загальної транспозиції.
Для виконання загальної транспозиції всі проводи витка поділяються на дві групи, а потім проводи кожної групи змінюються місцями щодо середини своєї групи, тобто проводи верхньої групи змінюються місцями щодо середини цієї групи, а проводи нижньої групи — щодо середини своєї групи. В результаті крайні проводи займають після транспозиції місця середніх проводів, а середні - крайніх (у своїх групах). В кожному полі згинаються два провідники (по одному з кожної групи). Транспозиція займає число полів, рівне половині числа рівнобіжних проводів витка плюс одне поле, що знаходиться в середині транспозиції. Починається виконання загальної транспозиції з вигину переходів на першому верхньому й останньому нижньому проводі. Між вигнутими проводами вкладається клин з електрокартону так, щоб до кінця транспозиції ці проводи знаходилися в середині перекладеного витка обмотки. Другий такий же клин встановлюється між проводами витка обмотки, що перекладається. Так згинаються і перекладаються усі проводи до кінця транспозиції.
Намотування витків обмотки продовжується до другої групової транспозиції. Для запобігання перекриття проводів між собою при виконанні групової транспозиції переходи вигинаються в сторону намотаної частини обмотки.
Після закінчення намотування обмотка прошивається зовнішніми рейками, вирівнюються стовпи дистанційних прокладок за спеціальною рейкою, вимірюються розміри полів та обмотка передається ВТК.
В процесі виготовлення кожної обмотки контролюються технологічні операції її виробництва, про що виконується запис у поопераційній карті.
При намотуванні контролюється радіальний розмір і щільність котушки, величина встановлених каналів, розташування і правильність виконання переходів з котушки в котушку, відводів, відпайок, петель, напрям намотування.
Систематично визначається якість паяння обмотувального проводу й ізоляції місця паяння. Кожна сота пайка, виконана намотувальником (чи одна пайка з загальної кількості, виконаної за тиждень), вирізається і після візуального огляду передається у лабораторію для виміру опору місць паяння.
Кількість пайок, виконаних у кожній котушці, також контролюється. Не допускається різке збільшення кількості пайок в одній чи двох обмотках.
Кожна багато паралельна і багатоходова обмотка перед зняттям її з верстата перевіряється на відсутність замикань між рівнобіжними проводами або ходами і на правильність виконання транспозиції. Перевірка ізоляції здійснюється за допомогою мегомметра чи контрольної лампи напругою 36В. Перевірка правильності виконання транспозиції проводиться шляхом звірення намотаної обмотки з кресленням і прозвонювання паралелей за допомогою контрольної лампи.
2.8 Характеристика технологічного забезпечення процесу намотування обмотокДля намотування обмоток необхідне наступне обладнання та пристосування: горизонтально-намотувальний верстат ТТ-21; каретка; планшайба; обертовий центр; шаблон; універсальна оправка; пристосування для вигину проводу при переходах з котушки в котушку; пристосування для вигину проводу на кут до 90°; струбцина; важільні ножиці.
Принципове влаштування намотувального верстата: передня бабка встановлюється безпосередньо на фундамент і кріпиться болтами. В чавунному корпусі передньої бабки монтується шпиндель верстата й механізм зміни швидкостей обертання. На передньому кінці шпинделя консольне закріплена планшайба. Обертання планшайби здійснюється від електродвигуна. Керування верстатом дистанційне – від ножної педалі. При натисканні на неї відбувається пуск верстата, при відпусканні – зупинка. Для гальмування при зупинці верстата встановлене стрічкове гальмо.
Оправки і шаблони, застосовані при намотуванні обмоток на горизонтальних верстатах, закріплюють однією стороною в планшайбі передньої бабки, а другий кінець оправки підтримується обертовим центром, встановленим у панель задньої бабки.
Завдяки незначному тертю в підшипниках, центр обертається разом з оправкою і отвір у шаблоні не зношується. Для швидкої встановлення і закріплення шаблонів застосовують повідки, що прикручують до планшайби верстата.
Основні вимоги, пропоновані до намотувальних шаблонів і оправок: шаблони повинні забезпечувати одержання обмоток правильної форми з заданими радіальними й осьовими розмірами; обмотки повинні легко зніматися із шаблона; шаблони повинні швидко і легко встановлюватися та зніматися з верстата; бути безпечними в роботі; по можливості універсальними чи переналагоджуваними; бути дешевими у виготовленні при максимальній довговічності в експлуатації.
Для виконання переходів з котушки на котушку і транспозиції, а також оформлення початкових і кінцевих відводів необхідно робити вигин проводів на ребро. Ці операції виконують за допомогою спеціальних пристосувань різної конструкції. Пристосування повинні бути легкими і не повинні вимагати витрати великих зусиль для виконання вигину, а також по можливості бути універсальними і не ушкоджувати ізоляцію проводу.
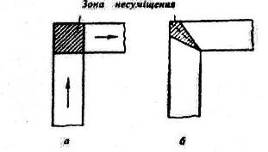
На (рис. 4, а) показане пристосування для вигину проводу при переході з котушки в котушку. У фасонному сталевому важелі є два болти з голівками овальної форми. В залежності від товщини проводу регулюється зазор між голівками болтів.
На (рис. 4, б) показане найбільш розповсюджене в обмотувальному виробництві пристосування для згинання проводу. У сталевій пластині 1 зроблені прорізи по ширині і товщині проводу. Рухлива планка 2 при пересуванні закріплює провід у пазу й запобігає його випаданню і скручуванню.
На (рис. 4, в) показане пристосування для згинання проводів на кут до 90°. Провід, що згинається, затискається за допомогою шпильки 7 між дисками 6, приклепаними до важелів 4. При обертанні важелів ролики 5 натискають на провід і згинають його навколо шпильки 7.
В процесі намотування обмоток необхідно у визначені моменти закріплювати витки, котушки і кінці обмоток для виконання визначених операцій. Дерев'яна струбцина надівається на постійну котушку при виконанні транспозиції у гвинтових обмотках. П - подібний корпус одягають на котушку зверху, а знизу вставляють клямку. За допомогою притискного гвинта котушку закріплюють з необхідним зусиллям.
Для закріплення кінців багатопаралельних обмоток застосовують універсальні затискачі.
Для різання обмотувальних проводів застосовують важільні ножиці.
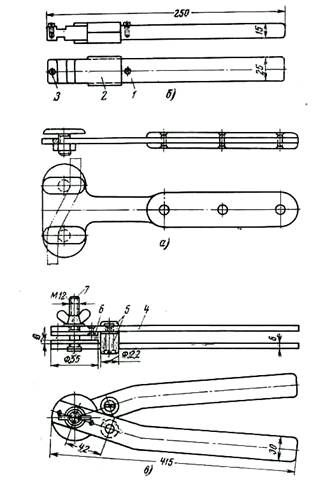
Рисунок 4 – Пристосування для гнуття проводів
а - пристосування для гнуття проводів на заданий кут; б - пристосування для виконання переходів з однієї котушки в іншу; в - пристосування для згинання проводів на кут до 90°; 1 - сталева планка з прорізами для проводу; 2 - рухлива планка; 3 - болт; 4 - важіль; 5 - ролики; 6 - сталевий диск; 7-шпилька
В процесі намотування обмоток необхідно виконувати підбивання котушки й окремих витків. Для запобігання ізоляції проводів від ушкодження застосовують гетинаксові клини і дерев'яну киянку.
Для нагрівання проводів при паянні застосовують кліщі з вугільними електродами. Існує кілька виконань кліщів для пайки різних по перетині проводів. Напруга на кліщі подається з боку НН спеціального трансформатора, ввімкнення трансформатора в мережу на напругу 220-380 В відбувається через контактор за допомогою педального вимикача. Струмоведучі частини ізолюються азбестом.
Крім універсального нормального вимірювального інструмента (рулетка ГОСТ 1750-80, штангенциркуль ГОСТ 166-89, мікрометр ГОСТ 6507-90), застосовують спеціальний інструмент.
Вимір внутрішніх радіальних розмірів обмоток виконують універсальним пристосуванням. При намотуванні обмоток застосовується пристосування для виміру осьового розміру обмотки. З пустотілого корпуса висувається штанга із приклепаної до неї вимірювальною лінійкою. Стопорний гвинт фіксує розмір. Відлік розміру ведеться за поділками лінійки і показнику на торці корпуса.
Для виміру зовнішніх діаметрів обмотки застосовують вимірювальні скоби різних типорозмірів.
Похожие работы
... деталей, вузлів і механізмів, що також позитивно позначається на його виготовленні і обслуговуванні. 2. ТЕХНІЧНЕ ЗАВДАННЯ НА РОЗРОБКУ ТРАНСФОРМАТОРА 2.1 Найменування розробки Трансформатор двообмоточний трифазний силовою потужністю 740 кВА для промислових розподільних мереж 6,0/0,40 кВ. 2.2 Мета виконання розробки і призначення виробу Проектування силового трифазного ...
... і стержнем. Планки одночасно служать для кріплення обмоток на стержні і запобіганню їх зміщень при дії електродинамічних зусиль. Від нижнього і верхнього ярем обмотки ізолюють масляними каналами і бар'єром, що утворюються ярмовою ізоляцією (рис.15, а). Ярмова ізоляція - це електрокартонна шайба 1 товщиною 2-Змм з закріпленими на ній прокладками. Рис.16. Монтаж обмоток трансформатора: а -
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев