Призначення та конструктивно-технологічні особливості гвинтових обмоток
Вибір типу виробництва та опис режиму роботи дільниці намотування гвинтових обмоток
Розрахунок штучного часу намотування гвинтової обмотки
Розрахунок персоналу дільниці намотування гвинтових обмоток
Охорона праці на дільниці намотування обмоток
Навигация
Розрахунок штучного часу намотування гвинтової обмотки
Технологія намотування гвинтових обмоток силових трансформаторів
45079
знаков
1
таблица
5
изображений
2.3 Розрахунок штучного часу намотування гвинтової обмотки
Намотувальні роботи дуже поширені на машинобудівних підприємствах з різним типом виробництва. До них належать: складальні, ізоляційні, бандажувальні, зварювальні, паяльні, контрольні та інші роботи.
Норма часу виконання операцій визначається аналітичним методом, за нормативними показниками, коли у процесі використовується механізоване обладнання або виконуються складально-монтажні роботи.
Машинний час намотування залежить від режимів намотування: частоти обертання шпинделя, кількості витків; що намотуються, визначають згідно [2].
Норму штучного часу на всі види намотувальних робіт визначається сумуванням машинного часу та часу виконання ручних прийомів, з врахуванням часу організаційно-технічного обслуговування, часу на відпочинок та особисті потреби.
Норма часу на ручні прийоми робіт та машинний час намотування приводяться в таблиці 2.1
Таблиця 2.1 Норми часу ручних та машинних прийомів робіт
| Зміст трудового процесу | Час, год |
| Один кінець оправки затиснути шпоночним з’єднанням, другий кінець затиснути задньою бабкою | 0,04 |
| Встановити один кінець оправки в гніздо оправки, другий кінець затиснути задньою бабкою | 0,02 |
| Встановити оправку вільно в центри та затиснути задньою бабкою | 0,05 |
| Намотати обмотку (частота обертання шпинделя 4 об/хв) | 5,42 |
Визначається норма штучного часу:
Тшт-к = ( ТМ · К1 + Тд ) ·( 1+ ( aОМ + aВОП ) / 100 ), (1)
де Тшт-к – штучно-калькуляційний час на намотувальні роботи, год.;
ТМ – машинний час намотування, який пов'язаний з роботою обладнання, верстатів, год.;
К1 – коефіцієнт, що залежить від діаметру проводу і враховує час на заміну бабіни з проводом; визначається за [2];
Тд – допоміжний час, хвилин, що враховує час на встановлення оправки, час на ізолювання, час на паяння або зварювання та ін.
aОМ , aВОП – час на обслуговування робочого місця, відпочинок та особисті потреби, %; визначають згідно [2].
Тшт-к = ( 5,42 · 1,05+ 0,11 ) ·( 1+ ( 7,7 +4,3) / 100 ) = 6,5
Аналогічно розраховуються норми часу на підготовчу та контрольну операцію. Згідно [2] час на підготовчу операцію становить 0,5 год., на контрольну операцію – 0,2 год.
Визначені нормативні показники заносяться до змісту службового символу Б технологічних карт.
2.4 Розрахунок кількості обладнання і ступінь його завантаження
Ефективний річний фонд часу роботи одиниці обладнання визначається за виробничим календарем підприємства для однієї зміни
FP=[(КД - ВД - СД) × ТЗм - ПСД] × 2 × КР, (2)
де FP – ефективний річний фонд часу, год.;
КД – кількість календарних днів;
ВД – кількість вихідних днів;
СД – кількість святкових днів;
ТЗм – тривалість робочої зміни, год.;
ПСД – кількість передсвяткових днів;
КР – коефіцієнт, що враховує перебування обладнання у ремонті, для обладнання середніх розмірів приймається 0.94.
FP= [(365 - 105 - 6) × 8- 4] × 2 × 0.94=3812.6
Кількість обладнання розраховується за формулою
Ср=N × tшт / Fp × Квн, (3)
де Ср – кількість обладнання розрахункова;
N – кількість виробів річної програми, шт.;
tшт – штучно-калькуляційний час операції, год.;
Квн – коефіцієнт виконання норми, Квн = 1.
Ср = 4000 × 7,2/ 3812.6 × 1 = 7,56
Приймається вісім верстатів намотувальних.
Визначається ступінь завантаження обладнання кожної операції
Кз = Ср / Спр, (4)
де Кз – коефіцієнт завантаження обладнання;
Спр – прийнята кількість обладнання .
Коефіцієнт завантаження обладнання
Кз = 7,56 / 8 = 0,945
Коефіцієнт завантаження обладнання є задовільним для серійного типу виробництва, для його збільшення потребується зміна річної програми.
Визначені в результаті розрахунку показники кількості обладнання записуються при розробленні технологічних карт до символу Б.
Похожие работы
... деталей, вузлів і механізмів, що також позитивно позначається на його виготовленні і обслуговуванні. 2. ТЕХНІЧНЕ ЗАВДАННЯ НА РОЗРОБКУ ТРАНСФОРМАТОРА 2.1 Найменування розробки Трансформатор двообмоточний трифазний силовою потужністю 740 кВА для промислових розподільних мереж 6,0/0,40 кВ. 2.2 Мета виконання розробки і призначення виробу Проектування силового трифазного ...
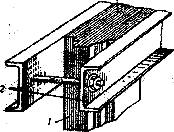
... і стержнем. Планки одночасно служать для кріплення обмоток на стержні і запобіганню їх зміщень при дії електродинамічних зусиль. Від нижнього і верхнього ярем обмотки ізолюють масляними каналами і бар'єром, що утворюються ярмовою ізоляцією (рис.15, а). Ярмова ізоляція - це електрокартонна шайба 1 товщиною 2-Змм з закріпленими на ній прокладками. Рис.16. Монтаж обмоток трансформатора: а -
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев