Призначення та конструктивно-технологічні особливості гвинтових обмоток
Вибір типу виробництва та опис режиму роботи дільниці намотування гвинтових обмоток
Розрахунок штучного часу намотування гвинтової обмотки
Розрахунок персоналу дільниці намотування гвинтових обмоток
Охорона праці на дільниці намотування обмоток
Навигация
Розрахунок персоналу дільниці намотування гвинтових обмоток
Технологія намотування гвинтових обмоток силових трансформаторів
45079
знаков
1
таблица
5
изображений
2.5 Розрахунок персоналу дільниці намотування гвинтових обмоток
Загальну чисельність персоналу дільниці намотування обмоток складають: основні робітники; допоміжні робітники; керівники.
Кількість основних робочих місць для серійного типу виробництва визначається за формулою:
Pосн= N × tшт / Fp × Sp, (5)
де Pосн – кількість основних робітників;
N – кількість виробів річної програми, шт.;
tшт – штучно-калькуляційний час операції, год.;
S – кількість одиниць обладнання, на яких водночас працює один робітник (коефіцієнт багатоверстатності), шт.
Fр. – ефективний фонд часу праці одного робітника за рік, годин.
FP=[(КД - ВД - СД) × ТЗм - ПСД] × (1 - Кнев), (6)
де Кнев – коефіцієнт невиходів; приймається 0,1.
FP= [(365 - 105 - 6) × 8- 4] × (1 - 0.1) = 1825,2
Pосн = 4000 × 7,2 / 1825.2 ×1=15,77
Приймаємо шістнадцять намотувальників котушок трансформаторів четвертого розряду, код професії 8282.2
Кількість допоміжних робітників визначається в відсотках від числа основних робітників: при серійному виробництві – 15...25 %.
Визначається кількість допоміжних робітників:
Pдоп= Росн× Кдоп, (7)
де Рдоп – кількість допоміжних робітників, осіб;
Кдоп – коефіцієнт допоміжних робітників; приймається 0,4.
Pдоп= 16× 0.2=3,2
З визначених чотирьох допоміжних робітників приймається два слюсаря-ремонтника і два стропальника.
Число фахівців і керівників визначається в відсотках від загального числа робочих дільниці: фахівці – 5...10 %, керівники – 6...8 %.
Розрахунок кількості фахівців відбувається за формулою:
Pфах = (Росн+ Рдоп), (8)
де Рфах – кількість фахівців, осіб;
Кфах – коефіцієнт фахівців; приймається 0,08.
Pфах = (16+ 4) ×0,08=1,6
Приймаються два технолога.
Кількість керівників знаходиться за формулою:
Ркер = (Росн+ Рдоп +Pфах ), (9)
де Ркер – кількість керівників, осіб;
Ккер – коефіцієнт керівників; приймається 0,07.
Ркер = (16+ 4 +2 ) ×0,07=1,54
Приймаються два змінних майстра.
Визначення загальної кількості працівників відбувається за формулою:
Рзаг = Росн+ Рдоп +Pфах+ Ркер, (10)
де Рзаг – загальна кількість працівників, осіб
Рзаг = 16+ 4 +2+ 2=24
Всього на дільниці намотування гвинтових обмоток працює двадцять чотири робітника.
2.6 Виконання планування дільниці намотування гвинтових обмоток
При плануванні дільниці обладнання і допоміжні приміщення розташовується таким чином, щоб забезпечити прямоточність і послідовність при проходженні матеріалів, комплектуючих і виробів згідно стадій обробки за найкоротшим шляхом без зворотних та петлєподібних переміщень. Планування дільниці намотування обмоток виконується згідно вимог охорони праці, техніки безпеки і протипожежної безпеки.
Ширина прольоту вибирається 12 м; крок колони – 6 м. На дільниці передбачається застосування мостового крана.
Ширина робочої зони звичайно складає 0,8 м.
На дільниці намотування обмоток розташовані вісім намотувальних верстатів ТТ-21 з габаритними розмірами 4500 х 2500 мм та один кран мостовий.
При плануванні дільниць передбачаються комірні приміщення, місце для майстра і контролю, площею 8,4 м2, .
Показником використання виробничої площі дільниці є коефіцієнт використання площі, який визначається за формулою:
Кв = Sкор / Sзаг, (8)
де Sкор – корисна площа, зайнята обладнанням, м2;
Sзаг – загальна площа, зайнята обладнанням, з проходами, проїздами, робочими місцями, комірними приміщеннями, м2.
Плануванням визначається, що корисна площа дорівнює 151,7 м2 ; загальна площа дільниці 288 м2.
Кв = 151,7 / 288 = 0,53
Графічне зображення планування дільниці приводиться в додатку В пояснювальної записки.
2.7 Обґрунтування вибраного варіанту технологічного процесу
Показниками обґрунтування вибраного варіанту технологічного процесу відповідно до серійного типу виробництва являються коефіцієнт завантаження обладнання і коефіцієнт використання площі дільниці.
Коефіцієнт завантаження обладнання дорівнює 0,945; це являється задовільним до серійного типу виробництва. Для його збільшення потребується зміна річної програми або потребується коректування відповідної операції, що приведе до зміни штучного часу.
Показником використання виробничої площі дільниці є коефіцієнт використання площі, який становить 0,53. Збільшити коефіцієнт використання площі дільниці можна, якщо провести відповідне корегування кроку колони, ширини проходу та проїзду.
Похожие работы
... деталей, вузлів і механізмів, що також позитивно позначається на його виготовленні і обслуговуванні. 2. ТЕХНІЧНЕ ЗАВДАННЯ НА РОЗРОБКУ ТРАНСФОРМАТОРА 2.1 Найменування розробки Трансформатор двообмоточний трифазний силовою потужністю 740 кВА для промислових розподільних мереж 6,0/0,40 кВ. 2.2 Мета виконання розробки і призначення виробу Проектування силового трифазного ...
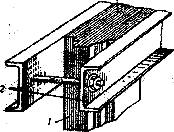
... і стержнем. Планки одночасно служать для кріплення обмоток на стержні і запобіганню їх зміщень при дії електродинамічних зусиль. Від нижнього і верхнього ярем обмотки ізолюють масляними каналами і бар'єром, що утворюються ярмовою ізоляцією (рис.15, а). Ярмова ізоляція - це електрокартонна шайба 1 товщиною 2-Змм з закріпленими на ній прокладками. Рис.16. Монтаж обмоток трансформатора: а -
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев