Изменение товарной продукции
Анализ объемов производства
Анализ внешней конкурентной среды
Анализ себестоимости по статьям калькуляции
Анализ затрат на 1 рубль товарной продукции
Расчет и анализ показателей рентабельности
Анализ безубыточности
Показатели рентабельности - характеризуют прибыль организации
Комплексный анализ эффективности производства
Технологическая часть
Анализ технологичности изделия, выбор и описание типа производства, расчет такта или партии запуска деталей
Разработка технологического процесса изготовления детали
Расчёт калькуляции себестоимости детали из заготовки-штамповки
Экономические проблемы травматизма
Защита от вредных веществ
Расчет экономической эффективности мероприятий, направленных на снижение заболеваемости
Расчет экономической эффективности внедрения проектных предложений на снижение экологических проблем
Влияние проектных мероприятий на основные показатели деятельности предприятия
Сетевой график внедрения мероприятий с расчётом пути табличным или секторным способом
Навигация
Разработка технологического процесса изготовления детали
Совершенствоание снабженческо-сбытовой политики
123054
знака
53
таблицы
7
изображений
2.3 Разработка технологического процесса изготовления детали
В данный момент на заводе используется технологический процесс, в котором в качестве заготовки используется прокат - пруток.
В проекте рассматривается процесс, в котором заготовкой будет служить штамповка.
Целью является – сравнить два варианта и выбрать из них наиболее эффективный.
Выбор и описание вида и метода получения заготовки
При изготовлении деталей очень важно выбрать самый экономичный способ получения заготовок для данного типа производства, учитывая свойства материала и форму детали, а также условия её эксплуатации в изделии.
Данная деталь имеет достаточно простую конфигурацию. В качестве заготовки выбираем пруток.
Определение КИМ.
Коэффициент использования материала определяется по формуле:
![]()
где: ![]() - вес детали;
- вес детали;
![]() - вес заготовки.
- вес заготовки.
Расчёт веса детали и заготовки.
Масса детали и заготовки определяется по формуле:
![]()
где ![]() – диаметр заготовки или детали, см3
– диаметр заготовки или детали, см3
![]() – высота заготовки или детали, см3.
– высота заготовки или детали, см3.
![]() – удельный вес стали, кг/см3.
– удельный вес стали, кг/см3.
Определяем массу детали.
Для определения массы детали необходимо разбить деталь на несколько простых геометрических фигур и затем найти массу для каждой из них.

Рисунок 1 – Деталь «Ступенчатый вал».
![]()
![]()
![]()
![]()
Массу детали определяем путём сложения масс простых геометрических фигур
![]()
Определяем массу заготовки.
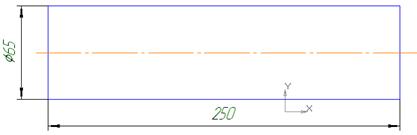
Рисунок 2 – Заготовка прокат круглого сечения
![]()
После определения масс заготовки и детали определяем коэффициент использования материала:
![]()
Вариант 1.Технологический процесс заготовкой для которого служит прокат.
Рассчитаем себестоимость детали, которая изготавливается по действующему на предприятии технологическому процессу. В этом случае заготовкой служит прокат.
Себестоимость заготовки из проката:
Sзаг. = М+ΣСо.з. [2,стр.30], где
М – затраты на материал заготовки, руб.;
ΣСо.з. – технологическая себестоимость операций правки, калибрования прутка, резки на штучные заготовки.
Со.з.= ![]() , руб. [2,стр.37], где
, руб. [2,стр.37], где
Сп.з. – приведенные затраты на рабочем месте, руб./ч.
Тшт.(шт.-к.) – штучное или штучно-калькуляционное время выполнения заготовительной операции (правки, резки и др.).
|
Тшт.(шт.-к.) = 0,19хD2х10-3=2,1 мин.
|
В данном случае коэффициент использования материала 66%, т.е. 34% материала идёт в отходы.
М = 6,467х20,8 – (6,467 – 4,017) х ![]() = 132,3 руб.
= 132,3 руб.
Sзаг. = 132,3 + (2,1 + 7,5) = 142 руб.
Вариант 2. Технологический процесс заготовкой для которого служит штамповка.
А теперь рассчитаем стоимость детали, изготавливаемой по предлогаемому технологическому процессу, в котором заготовкой служит штамповка.
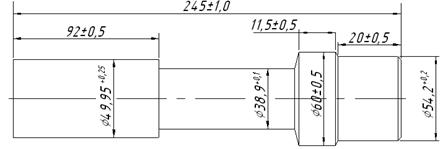
Рисунок 3.– Заготовка штамповка
![]()
![]()
![]()
![]()
После определения масс заготовки и детали определяем коэффициент использования материала:
![]()
![]()
Коэффициент использования материала во втором случае выше. Следовательно, более эффективно с точки зрения экономии материала использовать заготовку штамповку, так как в этом случае в отходы идёт всего 9% материала, а в случае проката – 34% идёт в отходы.
Стоимость штамповки определяется по формуле:
Sзаг = ( ![]() , руб., где
, руб., где
Ci – базовая стоимость 1т. заготовок, руб.;
Sотх – цена 1т. отходов ( стружки ), руб.;
Sотх = 900 руб. за 1т. ( по данным завода);
Ci = 20800 руб. за 1т. (по данным завода);
Sзаг = ( ![]() = 91,17 руб
= 91,17 руб
Как видим, и себестоимость заготовки намного ниже во втором случае, чем в первом.
Выбираем заготовку штамповку.
Стоимость основных материалов для годовой программы выпуска
М=91 х 20 000=1820000 руб.
Определение припусков.
Припуски на механическую обработку определяем по таблицам:
Таблица 2.4.-Припуски на механическую обработку ступенчатого вала на сторону.
| Номинальный диаметр | Способ обработки поверхности | Припуски на диаметр при длине вала 245 мм. |
| Ø 49,95 | Точение черновое Точение чистовое Шлифование черновое | 1,6 0,45 0,1 |
| Ø 38,9 | Точение черновое Точение чистовое Шлифование черновое | 1,6 0,45 0,1 |
| Ø 60 | Точение черновое Точение чистовое Шлифование черновое | 1,7 0,5 0,1 |
| Ø 54,2 | Точение черновое Точение чистовое Шлифование черновое | 1,7 0,5 0,1 |
Таблица 2.5.-Межоперационные размеры и допуски на них:
| Наименование обработки | Получаемые размеры | |||
| точение предварительное |
|
|
|
|
| точение окончательное | Ø | Ø | Ø | Ø |
| шлифование | Ø | Ø | Ø | Ø |
Техническое нормирование операций
Общая норма времени определяется по формуле:
![]()
где То – основное время на обработку, мин;
Тв – вспомогательное время, мин;
Тобс – время на обслуживание, мин;
Тодх – время на отдых, мин.
Основное время определяется по формуле:
![]()
L = Lo + L1+L2
Где L – длина резания, мм
Lo – длина обрабатываемой поверхности, мм
L1 – величина врезания и перебега инструмента, мм
L2 – длина на взятие пробных стружек, мм
n – частота вращения шпинделя, об/мин
S – подача, мм/об
Sмин – минутная подача, мм/мин
i – число проходов.
Расчёт технического нормирования на операцию «Фрезерно - центровальная».
Определяем норму времени на фрезерование торца вала
L = 62 + 80 = 142 мм
То = 142 * 1/44,2 = 3,2 мин
Тв = 2,5 мин
Время на техническое обслуживание и время отдыха принимаются в процентах от оперативного времени
Топ = То + Тв
Топ = 3,2 + 2,5 = 5,7 мин
Тобс = 3% от Топ
Тотд = 3% от Топ
Тобс = 0,088 мин
Тотд = 0,088 мин
Тшт = 3,2 + 2,5 + 2*0,088 = 5,876 мин
Штучно – калькуляционное время определяется по формуле
![]()
где Тп.з. – подготовитель – заключительное время.
nз – партия запуска деталей.
Тшт.к = 5,876 + 22/398 = 5,93 мин
Рассчитываем норму времени на сверление центровых отверстий.
L = 13,34 + 5 = 18,34 мм;
То = 18,34 * 1/1650 * 0,15 = 0,074 мин;
Тв = 1,65 мин.
Определяем оперативное время:
Топ = 0,074 + 1,65 = 1,724 мин;
Тобс = 0,052 мин;
Тотд = 0,155 мин.
Штучное время:
Тшт = 0,074 + 1,65 + 0,052 + 0,155 = 1,931 мин.
Штучно – калькуляционное время:
Тшт-к = 1,931 + 12/398 = 1,96мин.
Расчёт технического нормирования на операцию «Токарная с ЧПУ».
Определяем основное автоматическое время:
![]() ,
,
где: i – число проходов;
L – длина обрабатываемого участка;
n - частота вращения шпинделя;
S – подача
Переход 2
![]()
![]()
![]()
![]()
Переход 3
![]()
![]()
![]()
![]()
Переход 5
![]()
Переход 6
![]()
![]()
Время автоматической работы станка:
![]()
![]()
Вспомогательное время на установку детали в патрон с поджатием задним центром и снятие после обработки :
![]()
Вспомогательное время, связанное с обработкой и не вошедшее в программу ( Т всп ), в него входит:
- включить(выключить) станок -0,04 мин;
- открыть(закрыть) оградительный щиток от стружки – 0,03мин;
- установить координаты - X Y – 0,15 мин;
- ввести коррекцию – 7*0,04=0,28 мин
Итого Т всп = 0,5 мин
Ручное вспомогательное время :
![]()
где: Тви=0 - Вспомогательное непрерывное время на ручные измерения.
![]()
Оперативное время на операцию:
![]()
где: Ktв=0,95 – поправочный коэффициент на время выполнения ручной вспомогательной работы.
![]()
Время на обслуживание рабочего места, личные надобности и отдых составляет 9 % от оперативного времени :
![]()
Штучное время обработки детали:
![]()
![]()
Подготовительно заключительное время на партию обрабатываемых деталей с разбивкой по элементам затрат составляет:
- на ограниченную подготовку средней сложности – 16 мин
- на наладку станка, инструмента, приспособления:
1. Установить инструмент в резцедержатель и снять после обработки – 0,4*7=2,8мин;
2. Установить с регулировкой поводковый патрон и снять его после обработки – 4,5 мин;
3. Настроить нулевое положение каретки суппорта – 2,5 мин
4. Установить перфоленту, проверить работоспособность считывающего устройства, снять перфоленту – 2,4 мин
Итого Тпз=2,8+4,5+2,5+2,4=12,2 мин
Штучно – калькуляционное время:
![]()
где: N=398 партия деталей средней величины.
![]()
Расчёт технического нормирования на операцию «Круглошлифовальная»
Рассчитываем время на обработку поверхности 1
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Рассчитываем время на обработку поверхности 2
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Рассчитываем время на обработку поверхности 3
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Рассчитываем время на обработку поверхности 4
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определяем ![]() для всей операции:
для всей операции:
![]()
![]()
![]()
Определяем общую трудоёмкость для изготовления детали
«Ступенчатый вал»
![]()
Похожие работы
... . Заключение Проведенное исследование убедило в многоаспектности темы дипломной работы. В дипломной работе были изучены порядок и методы составления отчета о движении денег, исследованы порядок проведения аудита отчета о движении денег и анализ его основных показателей. В качестве выводов можно сформулировать следующее: 1) К денежным средствам относятся денежная наличность в национальной ...
0 комментариев