Навигация
Выбор метода организации технологического процесса ТО автомобилей и организация труда на постах
49038
знаков
2
таблицы
1
изображение
3. Выбор метода организации технологического процесса ТО автомобилей и организация труда на постах
Методы организации технологического процесса ТОД и зоны ТО-2 автомобилей
Методы организации производства ТО и ремонта автомобилей делятся на метод специализированных бригад, метод комплексных бригад, агрегатно-участковый метод.
Метод специализированных бригад предусматривает формирование производственных подразделений по признаку их технологической специализации по видам технических воздействий.
Создаются бригады, на каждую из которых в зависимости от объемов работ планируется определенное число рабочих необходимых специальностей. Специализация бригад по видам воздействий (ЕО, ТО – 1, ТО-2, диагностирования, ТР, ремонту агрегатов) способствует повышению производительности труда рабочих в результате применения прогрессивных технологических процессов и механизации, повышения навыков и специализации исполнителей на выполнение закрепленной за ними ограниченной номенклатуры технологических операций.
При такой организации работ обеспечивается технологическая однородность каждого участка (зоны), создаются предпосылки к эффективному оперативному управлению производством за счет маневра людьми, запасными частями, технологическим оборудованием и инструментом, упрощаются учет и контроль за выполнением тех или иных видов технических воздействий.
Существенным недостатком данного метода организации производства является слабая персональная ответственность исполнителей за выполненные работы. В случае преждевременного отказа сложно проанализировать все причины, установить конкретного виновника снижения надежности, так как агрегат обслуживают и ремонтируют рабочие различных подразделений. Сложность анализа причин и выявления конкретных виновников низкой надежности автомобилей в эксплуатации приводит к значительному увеличению числа отказов и простоям автомобилей в ремонте. Эффективность данного метода повышается при централизованном управлении производством и применении специальных систем управления качеством ТО и ТР.
Метод комплексных бригад предусматривает формирование производственных подразделений по признаку их предметной специализации, т.е. закрепления за бригадой определенной группы автомобилей (например, автомобилей одной колонны, автомобилей одной модели, прицепов и полуприцепов), по которым бригада проводит работы ТО – 1, ТО-2 и ТР. Централизованно выполняются ЕО, диагностирование и ремонт агрегатов. Комплексные бригады укомплектовываются исполнителями различных специальностей (автослесарями, слесарями-регулировщиками, электриками, смазчиками), необходимыми для выполнения закрепленных за бригадой работ.
При организации производства методом комплексных бригад каждая бригада, как правило, имеет закрепленные за ней рабочие места, посты для ТО и ремонта, свое, в основном универсальное технологическое оборудование и инструменты, запас оборотных агрегатов и запасных частей, т.е. происходит сокращение программы и распыление материальных средств АТО, что усложняет организацию производства технического обслуживания и ремонта автомобилей.
Сложности управления объясняются трудностями маневрирования производственными мощностями и материальными ресурсами и трудностями в регулировании загрузки отдельных исполнителей по различным комплексным бригадам. Возникают ситуации, когда рабочие одной комплексной бригады перегружены, а другой недогружены, но бригады не заинтересованы во взаимопомощи.
Однако существенным преимуществом этого метода является
бригадная ответственность за качество проводимых работ по ТО и ТР.
Сущность агрегатно-участкового метода состоит в том, что все работы по ТО и ремонту подвижного состава АТО распределяются между производственными участками, ответственными за выполнение всех работ ТО и ТР одного или нескольких агрегатов (узлов, механизмов и систем), по всем автомобилям АТО. Моральная и материальная ответственность за качество ТО и ремонта закрепленных за участком агрегатов, узлов и систем при данной форме организации производства становится конкретной.
Результаты работы производственного участка оцениваются по средней наработке на случай ТР соответствующих агрегатов и по простоям автомобилей по техническим неисправностям агрегатов и систем, закрепленных за участком.
Работы распределяются между производственными участками с учетом производственной программы, зависящей от размера АТО и интенсивности использования подвижного состава. На крупных и средних АТО с интенсивным использованием автомобилей число участков, между которыми распределяются работы ТО и ТР, принимается от четырех до восьми. Работы, закрепленные за основными производственными участками, выполняются входящими в состав их бригад исполнителями как на постах ТО и ТР, так и в соответствующих цехах и участках.
Агрегатно-участковый метод имеет недостатки, главный из которых – децентрализация производства, затрудняющая оперативное управление работоспособностью автомобиля как субъекта транспортного процесса.
Выбор метода обслуживания
Изменение условий хозяйствования обусловливает необходимость применения новых, более совершенных организационных методов управления процессами ТО и ремонта подвижного состава в АТО с учетом ситуации на региональных сервисных рынках. Однако технологические принципы организации и управления производством ТО и ремонта существенно не изменяются, что объясняется необходимостью поддерживать технически исправное состояние подвижного состава в условиях действия любых экономических механизмов.
Инженерно-техническая служба АТО в своей повседневной деятельности решает ряд вопросов планирования и управления производством, которые условно можно свести к следующим четырем комплексам взаимосвязанных задач:
1) определение программы работ, т.е. числа автомобилей, планируемых к постановке на диагностирование и ТО, номенклатуры и объемов ремонтных работ;
2) распределение автомобилей по производственным постам в зависимости от специализации, оснащенности и занятости;
3) распределение наличных запасных частей и материалов по автомобилям, агрегатам, постам и пополнение их запасов;
4) распределение заданий между ремонтными рабочими, постами и участками.
Как показали исследования и опыт работы передовых АТО, наибольшая эффективность в решении вопросов организации производства может быть достигнута благодаря централизованной системе управления производством (системы ЦУП), основанной на централизации управления производством ТО и ремонта подвижного состава на АТО. Внедрение этой системы является первым этапом создания АСУ инженерно-технической службы АТО.
Система ЦУП строится на следующих принципах.
1. Четкое распределение административных и оперативных функций между руководящим персоналом и сосредоточение функций оперативного управления в едином центре или отделе управления производством (ЦУП или ОУП). Основными задачами ЦУП являются сбор и автоматизированная обработка информации о состоянии производственных ресурсов и объемах работ, подлежащих выполнению, а также планирование и контроль за деятельностью производственных подразделений на основе анализа имеющейся информации.
Центр управления производством состоит, как правило, из двух
подразделений: отдела (группы) оперативного управления (ООУ)
и отдела обработки и анализа информации (ООАИ).
2. Выполнение каждого вида технического воздействия при организации производства ТО и ремонта подвижного состава специализированной бригадой или участком (бригады БО, ТО-1, ТО-2, ТР и др.) технологический принцип формирования производственных подразделений, в наибольшей степени отвечающий требованиям централизованной системы управления.
3. Объединение производственных подразделений (бригад, участков), выполняющих технологически однородные работы, в производственные комплексы в целях удобства управления ими.
4. Централизованная подготовка производства (комплектование оборотного фонда запасных частей и материалов, хранение и регулирование запасов, доставка агрегатов, узлов и деталей на рабочие посты, мойка и комплектование ремонтного фонда, обеспечение рабочих инструментом, а также перегон автомобилей в зонах ТО, ремонта и ожидания) осуществляется специальным комплексом. Централизация подготовки производства значительно сокращает непосредственные затраты времени ремонтных рабочих, управленческого персонала и в конечном счете простои автомобилей в ТО и ремонте.
5. Использование средств связи, автоматики, телемеханики и вычислительной техники (система может активно работать лишь при наличии средств диспетчерской связи и оргтехники).
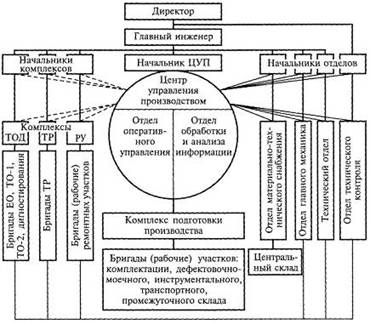
На рис. 1 приведена схема структуры управления технической службой крупной АТО. В зависимости от мощности предприятия и условий внешней кооперации структура технической службы может изменяться при сохранении принципиальных положений.
–1 – – -2 – З
Рис. 1. Структура централизованного управления технической службой АТО:
1-административное; 2-оперативное подчинение; 3-деловая связь
Центр управления производством возглавляется начальником, а основная оперативная работа по управлению выполняется диспетчером производства и его помощником – техником-оператором. Численность персонала ЦУП определяется общим объемом выполняемых им работ (числом автомобилей в АТО, числом смен работы, наличием технических средств управления и др.).
Оперативное руководство всеми работами по ТО и ремонту автомобилей осуществляется отделом оперативного управления (ООУ) ЦУП. Персонал ООУ выполняет следующие основные работы:
• принимает смену, т.е. фиксирует состояние производства, выполненную программу, размеры незавершенного производства, количество автомобилей в очереди на ремонт, имеющиеся помехи, отклонения;
• осуществляет оперативный контроль проведения диагностирования, ТО-1, ТО-2;
• осуществляет оперативное планирование, регулирование, учет и контроль выполнения ремонтов подвижного состава, т.е. принимает заявки на ремонт, устанавливает очередность выполнения работ, определяет плановое время, необходимое для выполнения намеченных работ, обеспечивает своевременную постановку автомобилей на посты ремонта, выдает задания непосредственным исполнителям, выдает задания персоналу комплекса подготовки производства по доставке на рабочие места необходимых запчастей и материалов, периодически контролирует ход выполнения работ;
• организует и контролирует выполнение работ по своевременной подготовке запасных частей и материалов для проведения регламентных работ и ремонтов, т.е. обеспечивает подготовку производства к проведению ТО и ремонтов, учитывая при этом результаты диагностирования;
• передает смену.
На ООАИ возлагается выполнение всех работ, связанных с организацией информационного обеспечения системы управления, с использованием технических и программных средств ПК. Основной задачей ООАИ является систематизация, обработка, анализ и хранение информации о деятельности всех подразделений технической службы, а также ведение учета пробегов автомобилей, движения основных агрегатов и планирование технических воздействий. ООАИ выполняет следующие основные работы:
• принимает первичные документы для обработки, осуществляет контроль правильности и полноты их заполнения и подготавливает информацию к дальнейшей обработке на электронных носителях;
• обрабатывает информацию с помощью персональных компьютеров, т.е. выполняет работы по формированию, сортировке и систематизации информации, накопление ее по соответствующим разрезам и формам в зависимости от используемого на предприятии программного обеспечения ПК (выходные формы);
• производит анализ по результатам обработки информации и передает материалы руководству для принятия конкретных мер и разработки мероприятий по совершенствованию работы ИТС АТО;
• в лицевых карточках автомобиля ведет учет цепочки пробега, отмечает случаи замен основных агрегатов (двигателя, коробки передач, мостов и др.) при ремонте и отдельно учитывает их пробеги, на основании фактических пробегов планирует постановку автомобилей в ТО и на диагностирование.
Обеспечение комплексов ТО, диагностирования и ТР запасными частями и материалами выполняется по указанию ЦУП комплексом подготовки производства (КПП). Оперативное руководство комплексом подготовки производства осуществляется диспетчером ЦУП через техника-оператора КПП (в небольших АТО непосредственно) с помощью средств связи (телефона, селектора).
Процесс доставки и выдачи деталей, узлов и агрегатов осуществляется участком комплектации в следующей последовательности:
1) на основании информации, содержащейся в Ремонтном листке, ЦУП определяет потребности в деталях, узлах, агрегатах, необходимых для выполнения ремонтных работ;
2) диспетчер ЦУП отдает распоряжение технику-оператору КПП обеспечить доставку на пост нужной запчасти;
3) техник-оператор КПП проверяет наличие необходимой запчасти на промежуточном и основном складах и дает указание одному из слесарей-комплектовщиков доставить необходимую запчасть на пост производственного комплекса.
Техник-оператор КПП связывается с диспетчером ЦУП только в том случае, если не может своевременно выполнить полученное задание.
На основании информации о наличии запасов на промежугочном и основном складах, об ожидаемом пополнении запасов и об имеющемся ремонтном фонде начальник ЦУП совместно с начальниками КПП и комплекса ремонтных участков (КРУ) планирует задание на ремонт (изготовление) агрегатов, узлов и деталей различным участникам комплекса ремонтных участков.
В соответствии с этим планом участок комплектации КПП доставляет ремонтный фонд на участки КРУ, а отремонтированные агрегаты, узлы и детали – на основной или промежуточный склад.
На предприятии, кроме центрального склада, находящегося в ведении отдела материально-технического снабжения, организуется промежуточный склад, входящий в состав КПП. Основную часть номенклатуры промежуточного склада составляют агрегаты, узлы и детали, отремонтированные и изготовленные собственными силами в ремонтных участках, а также полученные с авторемонтных заводов (АРЗ).
Номенклатуру запасных частей промежуточного склада, максимальный и минимальный размер запаса определяют различными методами. Нормы запаса разрабатываются техническим отделом АТО применительно к конкретным местным условиям и утверждаются приказом.
Регулирование запасов строится на принципе обеспечения неснижаемого уровня, т.е. осуществляется контроль за числом деталей, агрегатов и узлов каждого из наименований установленной номенклатуры и дается заявка на пополнение запаса того или иного элемента не в случае его полного израсходования, а если число этих элементов после выдачи стало меньше определенного минимального уровня. Этим обеспечивается надежность функционирования процесса подготовки производства и исключаются простои автомобилей в ожидании запчастей. На основании установленной номенклатуры и норм запаса выбираются необходимое оборудование и площадь склада. Учет наличия и контроль состояния складских запасов ведет кладовщик промежуточного склада. Выдача запасных частей производится в обмен на снятые, изношенные.
Контроль и регулирование состояния складских запасов рекомендуется организовать на принципах применения компьютерной техники и автоматизированных систем управления.
Расчет числа постов ТОПосты рассчитываются для каждой группы технологически совместимого подвижного состава. Исходными величинами для расчета числа постов обслуживания служат ритм производства и такт поста.
Ритм производства Ri определяется
Ri= 60 Tcм C / (Nicj),
где Тcм - продолжительность смены, ч;
С – число смен;
Nic- суточная производственная программа раздельно по каждому виду ТО и диагностирования;
j – коэффициент, учитывающий неравномерность поступления автомобилей на посты ТО.
REO = 60 Tcм C / (NEOC j)
REO =60*12.8*2/270*1.4=4 час,
R1 = 60 Tcм C / (N1Cj)
R1 =60*12.8*2/8*1.4=137.1 час,
R2 = 60 Tcм C / (N2Cj)
R2 =60*12.8*2/3*1.4=365.7 час,
RД1 = 60 Tcм C / (N1ДCj)
RД1 =60*12.8*2/9*1.4=121,9 час,
RД2 = 60 Tcм C / (N2ДCj)
RД2 =60*12.8*2/3*1.4=365,7 час
Такт поста ti определяется
ti = 60 (ti / Рп)+ tn,
где ti- трудоемкость работ данного вида обслуживания, выполняемого на посту, чел.·ч;
Рп- число рабочих, одновременно работающих на посту;
tn- время, затрачиваемое на передвижение автомобиля при установке его на пост и съезд с поста, мин.
Время tn в зависимости от габаритных размеров автомобиля принимают равными 1–3 мин.
tЕО = 60 (tЕО / Рп)+ tn
tЕО = 60*0,35/2+3=13,5 мин,
t1 = 60 (t1 / Рп)+ tn
t1 =60*7,5/2+3=228 мин,
t2 = 60 (t2 / Рп)+ tn
t2 =60*33,8/2+3=1017 мин,
tД1 = 60 (tД1 / Рп)+ tn
tД1 =60*1,5/2+3=48 мин,
tД2 = 60 (tД2 / Рп)+ tn
tД2 =60*27/2+3=813 мин
Число рабочих на посту устанавливают в соответствии с рекомендациями.
Число постов определяется с учетом коэффициента использования рабочего времени поста hjравного 0,85–0,90, т.е.
Хj= tj / (Rjhj),
ХЕо = tЕо / (RЕо hj)
ХЕо =13,5/(4*0,9)=4,
Х1 = t1 / (R1 hj)
Х1 =228/(137,1*0,9)=2,
Х2 = t2 / (R2 hj)
Х2 =1017/(365,7*0,9)=3
Число специализированных постов диагностирования Д-1 или Д-2 Хдi рассчитывается так же, как и число постов ТО-2. Число рабочих на посту Рп принимается равным 1 или 2, а коэффициент использования рабочего времени диагностического поста hд равен 0,6–0,75.
При известном годовом объеме диагностических работ число
![]()
Хдi = ![]() ,
,
где Тдi- годовой объем диагностических работ, чел.·ч;
Фп – годовой фонд времени поста диагностирования, ч;
Драб.г – число рабочих дней зоны диагностирования в году;
Тсм – продолжительность смены, ч;
С – число смен.
ХД1=ТД1/(Драб.г*Тсм*С*hд*Рп)
ХД1=134521/(365*12,8*2*0,6*2)=12,
ХД2=ТД2/(Драб.г*Тсм*С*hд*Рп)
ХД2=143176/(365*12,8*2*0,6*2)=13
ТД1=∑(Т1+Тр)
ТД1=19365+115156=134521 чел.-час
ТД2=∑(Т2+Тр)
ТД2=28020+115156=143176 чел.-час
Похожие работы





... 100h12 12 6,3 Черновое точение 12 6,3 9 100 9 3,2 Однократное фрезерование 9 3,2 Используя результаты разработки МОП, приведем перечень операций технологического процесса в их технологической последовательности. Представим его виде таблицы: Таблица 4.2 Операционная карта обработки зубчатого колеса № Опе-рации Технологическая операция Элементарная поверхность 005 Токарно- ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
... проект. 3. Технико-технологическое обоснование средств механизации возделывания кормовой свёклы в условиях СПК «Орловский» 3.1 Технологическое обоснование средств механизации возделывания кормовой свёклы 3.1.1 Основные особенности кормовой свёклы, определяющие технологию ее возделывания и уборки Кормовая свекла — растение двулетнее, в первый год жизни формирует сочный корнеплод за ...





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
0 комментариев