Організаційні основи виробничих систем
Фактори, що визначають виробничу структуру підприємства
Підвищується відповідальність працівників й, у першу чергу, керівництва цехів за якісне й своєчасне виготовлення продукції;
Наявність інженерних комунікацій (мережі питного та протипожежного водопостачання, мережі пару, холоду, газу, електроенергії, зв’язку)
Потокове механізоване виробництво
Значно скорочується тривалість циклу, вивільнюються виробничі площі (за рахунок просторового зближення робочих місць та техніки на лінії)
Формування робочого місця й основні принципи організації його функціонування
Ефективність і методи виміру продуктивності праці
Організація статистичної оцінки і регулювання рівня якості продукції
Складання оперативно-календарного плану (ОКП)
Навигация
Складання оперативно-календарного плану (ОКП)
Виробничi системи
115639
знаков
4
таблицы
0
изображений
2. Складання оперативно-календарного плану (ОКП)
Складання оперативно-календарного плану (ОКП) запуску-випуску деталей для цехів серійного виробництва— складна, трудомістка робота, що вимагає попереднього аналізу реальних умов виробництва у кожному цеху, виявлення характерних рис і раціональних елементів у сформованій системі планування. На відміну від цехів великосерійного виробництва зі стійкою номенклатурою деталей, тут ми маємо справу з деталями, виробництво яких у кожнім із планованих місяців може носити не завжди стабільний характер. Це означає, що запуск і випуск кожної партії деталей буде підпорядкований визначеним вимогам, або умовам підтримки на нормативному рівні оборотних і страхових заділів у цехових коморах і на центральному складі готових деталей підприємства. Звідси випливає необхідність виявлення особливостей і встановлення основних факторів, що визначають процес розробки найбільш раціонального варіанта ОКП запуску-випуску деталей:
1. У серійному виробництві для кожної партії деталей визначається число запусків чи періодичність запусків партії в обробку.
2. Витрати часу на переналагодження устаткування повинні бути мінімальними. Це досягається шляхом суворого закріплення технологічно схожих деталей за тими самими верстатами.
3. Важливим критерієм ефективності ОКП служить забезпеченість повного завантаження верстатів і зайнятості робітників. З цією метою рекомендується аналізувати принципи раціональної організації виробничих процесів, упроваджувати бригадну форму організації праці, що припускає сполучення професій, багатоверстатне обслуговування, зниження монотонності праці шляхом забезпечення змінюваності роду діяльності.
4. Якщо в цеху виконується весь чи основний вид обробки деталей, то деталі можна розділити на ведучі, що мають найбільш тривалий технологічний цикл обробки, і комплектуючі. Необхідно прагнути до дотримання графіка випуску ведучих деталей.
5. В умовах стабільної номенклатури планування виробництва деталей організується за принципом подачі в комору цеху, а в деяких випадках безпосередньо на центральний склад заводу, готових деталей. Тут важливо чітко визначити черговість запуску і випуску деталей.
6. Оперативно-календарний план розробляється на основі по-детальної виробничої програми і, по суті, являє собою розклад робіт із днів тижня, у якому кожна партія деталей має конкретні терміни її запуску і випуску з обробки. ОКП можуть розроблятися з різним ступенем деталізації: укрупнено, тобто в розрізі партій деталей відповідно до розрахункових циклів їхньої обробки і періодичністю запуску; диференційовано, тобто в поопераційному розрізі у відношенні кожної партії деталей.
7. Розробка плану є справою дуже складною. При цьому варто враховувати, наскільки план забезпечений усім необхідним для безпосередньої його реалізації. Цехи серійного виробництва оснащені універсальним і частково напівавтоматичним устаткуванням. Обслуговуючі його робітники, по суті справи, забезпечують нормальне (за графіком) план виробничого процесу. ОКП розробляється в розрізі кожної партії деталей із указівкою термінів виконання тих операцій, що повинні контролюватися плановиками і майстрами і які варто суворо витримувати. Це положення спрощує процес розробки ОКП і дозволяє використовувати при розрахунках евристичні правила, що враховують раціональні прийоми розв'язування задач.
8. ОКП розробляється до початку чергового планового періоду, з урахуванням наявного заділу у виробництві. Розміри партії деталей по ходу процесу можуть розукрупнятися по технічних, організаційних, виробничих причинах.
Отже, процес розробки ОКП складається з визначення черговості запуску партій деталей в обробку і календарних термінів запуску-випуску партій деталей. Визначення черговості запуску партій деталей в обробку, календарних планів їхнього запуску-випуску здійснюють технологи й організатори виробництва виходячи з конкретних умов.
3. Облік і контроль виробничих процесів
Завершальною стадією процесу керування виробництвом є облік, контроль і регулювання (диспетчеризація) ходу виконання часткових процесів. У процесі розробки виробничих програм, ОКП і змінно-добових завдань використовується інформація про поточний хід виробництва. Ця інформація, відбиваючи результати роботи цехів, складів (комор) за минулу зміну, добу й інші проміжки часу, безупинно накопичується в пунктах збору, періодично обробляється й остаточно формується до кожного нового планового періоду у вигляді відповідних підсумкових даних. Своєчасність надходження інформації в пункти збору, її повнота і вірогідність безпосередньо впливають на якість розроблюваних програм і завдань. Тому ці фактори приймаються як критерії створення системи оперативного обліку на підприємстві.
Інформація про хід виробництва використовується не тільки при плануванні, але й одночасно є основою діючого контролю і регулювання виробничих процесів. Якими стабільними б не були цехові виробничі програми й оперативні завдання ділянкам чи окремим робітникам, у ході виробництва неминуче виникають зміни і відхилення, що вимагають коректування раніше складених планів. До них відносяться відсутність на складі в коморі цеху матеріалів, заготівель, готових деталей, пристосувань чи інструменту, виникнення масового браку, відсутність робітників, невихід (у порівнянні з графіком) верстатів з ремонту і т. ін.
Своєчасний, повний і точний облік перерахованих відхилень дозволяє не тільки вести контроль, але й оперативно регулювати хід виробництва, направляючи його протікання відповідно до розробленого плану. Ці умови можуть бути забезпечені тільки при раціональній організації системи оперативного обліку в масштабі всього підприємства на основі комплексного застосування сучасної обчислювальної техніки і периферійних засобів. Звідси випливає, що основною задачею оперативного обліку є одержання інформації про результати роботи виробничих цехів і їхніх підрозділів за визначений період часу з метою її використання для контролю і регулювання поточного ходу виробництва. У синтезованому вигляді ця інформація використовується для цілей планування виробництва в кожнім з цехів на більш тривалі періоди часу (місяць, квартал). Реалізація цієї задачі за умови своєчасності надходження, повноти і вірогідності інформації, що врахо
вується, може бути здійснена шляхом створення комплексної автоматизованої системи оперативного обліку на підприємстві. Така система повинна відповідати таким вимогам:
• мати високу оперативність по збору й обробці інформації;
• виключати дублювання в роботі кожної ланки системи;
• забезпечити попередню обробку інформації в пунктах її збору;
• виключити передачу в інформаційно-обчислювальний центр (ІОЦ) підприємства надлишкової інформації;
• забезпечувати можливість синтезування отриманої інформації в необхідних для керування розрізах;
• виключити і звести до мінімуму ручну працю при заповненні первинної облікової документації;
• бути економічно ефективної в порівнянні з діючої на підприємстві системою оперативного обліку.
Для керування виробництвом потрібен визначений перелік даних, що характеризують результати роботи кожного цеху і його підрозділів, їх реєстрація на відповідні технічні носії і передача в ІОЦ для наступної обробки. При визначенні переліку реєстрованих даних необхідно прагнути до його мінімізації за рахунок ведення обліку не по всіх параметрах, а по відхиленнях (такий підхід можливий тільки в оперативному регулюванні).
Інформація про хід виробництва включає: випуск виробів і їх складових частин складальними, обробними і заготівельними цехами заводу протягом року з розбивкою по кварталах і місяцях; надходження готових деталей і складальних одиниць на центральний склад заводу і їх видача складальним цехам; надходження оброблених деталей у комори цеху та їх видача на складальні ділянки; рух деталей і виробів по операціях технологічного процесу з указівкою часу видачі завдання і завершення виконаної роботи; рух заділів деталей на робочих місцях; передача деталей і складальних одиниць між ділянками цеху і цехами підприємства; брак усіх видів; надходження матеріалів, заготівель, оснащення й інструменту в цехові комори і їх видачу на робочі місця; час роботи і простої устаткування; вихід устаткування в ремонт і з ремонту; витрата електроенергії, палива, води, пари, пально-мастильних матеріалів, емульсії й інших видів ресурсів.
Для організації і проведення робіт з реєстрації інформації на місцях її появи в цехах, на складах (коморах) створюються пункти збору інформації, на яких здійснюється не тільки реєстрація інформації про результати виробничої діяльності цеху, але і виробляється деяка попередня її обробка. Типи і кількість перифе рійного устаткування, яким оснащуються пункти збору інформації, визначаються виходячи з обсягу і складності виконання робіт.
4. Диспетчерський контроль і регулювання ходу виробництва
Диспетчерський контроль і регулювання ходу виробництва здійснюється на основі зібраної інформації про виконання виробничих програм і завдань. Фактичні дані про хід виробництва зіставляються з плановими, потім виробляється аналіз виявлених відхилень і визначаються заходи для забезпечення рівномірного і комплексного виконання програми випуску деталей, складальних одиниць і виробів. Контроль за ходом виробництва здійснюється диспетчерами цехів підприємства по таких напрямках: контроль виконання номенклатурного плану випуску виробів; контроль комплектуючих виробів, контроль міжцехових заділів; контроль оперативної підготовки і забезпечення виробництва; спостереження за роботою відстаючих підрозділів і ін. Система диспетчерського регулювання ходу виробництва повинна:
• спиратися на чітку організацію оперативного планування виробництва, безпосереднім продовженням якого вона є;
• забезпечувати безперервність контролю і спостереження за ходом виробництва;
• здійснювати швидке і чітке виконання розпоряджень керівництва;
• базуватися на чіткій відповідальності і наступності оперативного керування виробництвом.
Уся поточна робота з диспетчерського керування виробництвом у масштабі підприємства лежить на персоналі центрального диспетчерського бюро (змінні диспетчери й оператори), що знаходиться в підпорядкуванні головного диспетчера (який, у свою чергу, підкоряється заступнику керівника по виробництву). Організаційна побудова диспетчерського апарату підприємства залежить від типу, характеру і масштабу виробництва. На великих підприємствах формується центральне диспетчерське бюро в складі планово-диспетчерського відділу підприємства. У складі центрального диспетчерського бюро створюються диспетчерські групи по видах виробництва чи стадіях виробничого процесу. Служба головного диспетчера здійснює такі основні функції:
• контроль ходу виконання виробничої програми по основних видах виробів і по стадіях виробничого процесу;
• уживання заходів по попередженню перебоїв у виробничому процесі;
• облік і аналіз внутрішньозмінних простоїв устаткування;
• облік і контроль забезпечення робочих місць необхідним.
Останнім часом велика увага приділяється застосуванню в рамках оперативного керування системи оперативного регулювання (системи влади), що граничить із психологічними аспектами керування персоналом.
Контрольні запитання
1. У чому сутність оперативного керування виробництвом?
2. Назвіть основні фактори оперативно-календарного планування.
3. Як здійснюється оперативне регулювання ходу виробництва?
Рекомендована література:
1. Гриньова В.М., Салун М.М. Організація виробництва: Навчальний посібник. – ВД „ІНЖЕК”, 2005..
2. Семенов Г.А., Станчевский В.К., Панкова М.О.: Організація і планування на підприємстві, ЦНЛ, 2006.
3. Пасічник В.Г., Акіліна О.В. Організація виробництва: Центр навчальної літератури, 2005.
4. Петрович Й.М.,Захарчин Г.М. Організація виробництва. Підручник. «Магнолія плюс», 2004
Похожие работы
... необоротних активiв за мiнусом i лiквiдацiйної вартостi протягом строку корисного їх використання (амортизації). Знос є сумою, що нагромаджується з початку корисного використання необоротних активiв. 1.4 Аналіз ефективності використання основних засобів Для здiйснення господарської дiяльностi пiдприємства необхiднi засоби виробництва: будiвлi, машини, обладнання, сировина, матерiали, паливо ...
... з клiєнтами i працiвниками; - бути обладнаною охоронно-пожежною сигналiзацiєю, що вiдповiдає вимогам дiючого Положення [15, 505]. Розглянемо первинні документи, які використовуються на ЗАТ “Рівне-Борошно” для обліку оборотних активівна, їх характеристику та організаційно-розпорядчі документи які є підставою для їх оформлення в табличній формі (табл. 3.1): Табл. 3.1 Перелік форм первинної облі ...
... товарами, в тому числі через мережу власних магазинів та торгівельних площадок; надання широкої гамми послуг по діагностиці, ремонту та технічному обслуговуванні автомобільного транспорту; організація станції технічного обслуговування автомобільного транспорту; виготовлення та оптова (в т.ч. експорт і імпорт) і роздрібна торгівля запасними частинами, вузлами і комплектуючими до механічних ...
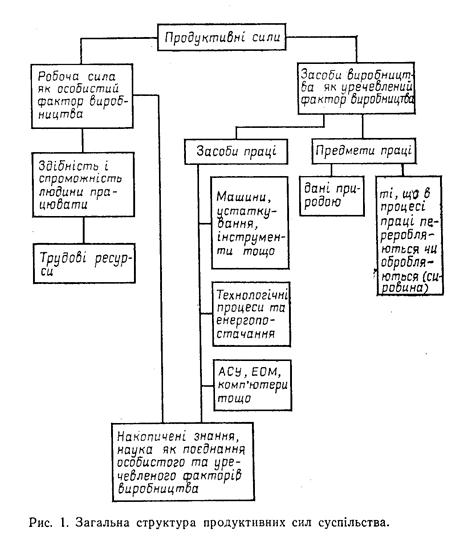
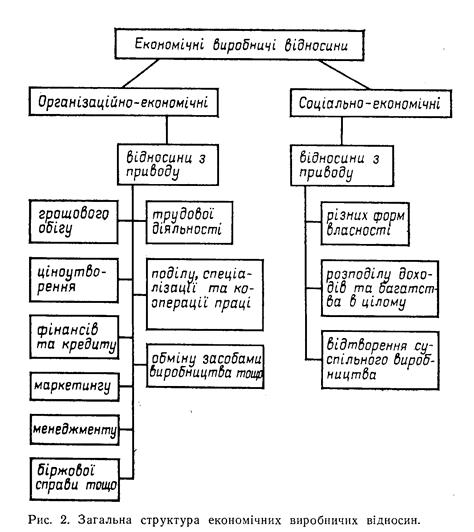
... прямування з виробництва, продукт цілком або поступово зникає в споживанні. Тим самим забезпечується відтворення самого життя людини і його діяльності. 2. Взаємовплив та взаємозалежність продуктивних сил і виробничих відносин. Економiка як народне господарство має двi сторони свого вираження: по-перше, як матерiально-натуральне наповнення, по друге, як сукупнiсть виробничих вiдносин, що ...
0 комментариев