Юридическая ответственность за нарушение нормативных требований по метрологии
Международная система единиц физических величин
Методы измерений
Средства измерений
Измерительные сигналы [5]
Классы точности средств измерений
Погрешность измерений
Причины возникновения погрешностей измерения
Планирование измерений
Обработка результатов наблюдений и оценивание погрешностей измерений [4]
Выбор измерительных средств по допустимой погрешности измерения
Выбор изметительных средств для других параметров [27]
Поверка средств измерений
Методы поверки (калибровки) и поверочные схемы [18]
Сертификация средств измерений
Государственный метрологический контроль и надзор
Права и обязанности государственных инспекторов по обеспечению единства измерений
Общие характеристики измерительных приборов
Цифровые измерительные приборы
Навигация
Цифровые измерительные приборы
Основы метрологии
186458
знаков
11
таблиц
8
изображений
3.10.2. Цифровые измерительные приборы
Интенсификация производственных процессов и научных исследований тесно связана с проведением измерений и обработкой результатов измерений при помощи автоматических измерительных систем. Переход к цифровой технике способствует использованию автоматических измерительных систем и методов активного контроля в процессе производства. В исторически короткое время цифровые измерительные приборы получили поэтому очень широкое применение.
Измеряемые величины разделяют на аналоговые, обладающие несчетным множеством значений по размеру, и квантованные, обладающие счетным множеством значений по размеру.
Применение цифровой измерительной техники связано с квантованием измеряемых величин и их кодированием.
Квантование величины – это операция создания при помощи меры или масштабного преобразователя сигнала, абсолютные или относительные размеры параметров которого имеют ограниченное число значение.
Кодирование – это операция перевода по определенным правилам формального объекта, выраженного совокупностью кодовых символов одного алфавита, в формальный объект, выраженный символами другого алфавита. При кодировании в качестве символов используют буквы алфавита, цифры в определенной системе счисления и различные условные знаки. Наиболее широко применяется числовое кодирование.
Цифровая измерительная техника имеет следующие преимущества по сравнению с аналоговой:
незначительные погрешности отсчета благодаря устранению субъективных влияний (параллакса, усталости, психофизиологических особенностей операторов);
быстрая и простая регистрация измеренных значений (запись, печать, запоминание);
удобство контроля за технологическим процессом путем подключения к центральному контрольно-измерительному пункту и использования управляющей вычислительной машины;
обеспечение автоматизации технологического процесса (измерение, управление, регулирование) путем подключения к управляющей вычислительной машине, работающей в реальном масштабе времени;
простота коррекции погрешностей измерений с использованием соответствующих подпрограмм в электронных вычислительных устройствах.
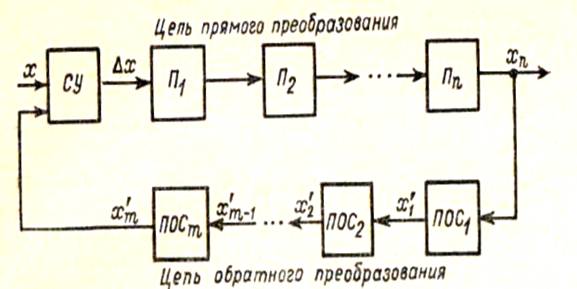
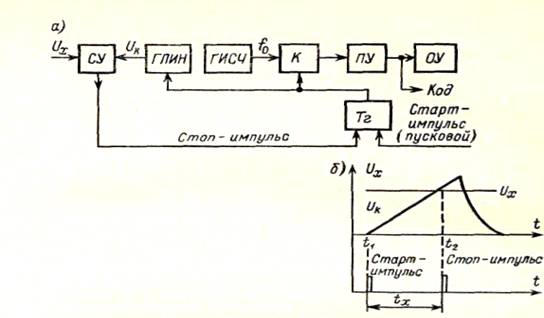
На рис. 3.18 приведены принципиальные структуры аналоговых и цифровых измерительных систем.
Погрешность измерений при использовании цифровых измеритель-
ных приборов (не связанная с погрешностями, вызываемыми отдельными измерительными звеньями) зависит от наименьшего шага квантования.
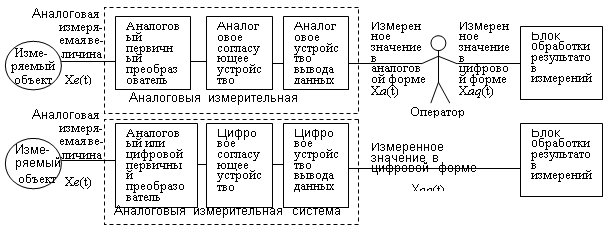
Рис. 3.18. Принципиальные структуры аналоговых и цифровых измерительных систем [46]
Цифровые измерительные приборы могут быть с аналого-цифровым преобразованием: на входе системы (чисто цифровые измерительные системы) характеризуются тем, что аналого-цифровой преобразователь одновременно является первичным измерительным преобразователем; на выходе; промежуточное (непрерывное преобразование величин в цифровые).
Наиболее часто используемые на практике измерительные системы с аналого-цифровым преобразованием на входе содержат первичные преобразователи линейных и угловых величин, а также преобразователи частоты.
Цифровые измерительные системы с аналого-цифровым преобразованием на выходе системы характеризуются тем, что аналого-цифровой преобразователь подключается к аналоговому согласующему устройству (усилителю, фильтру, решающему устройству и т. д.). Обычно для этого применяют аналого-цифровые преобразователи.
В цифровых измерительных системах с промежуточным преобразованием непрерывных величин в цифровые аналого-цифровой преобразователь располагается между аналоговым первичным преобразователем и цифровым согласующим устройством (усилителем, фильтром, решающим устройством и т.д.) и цифровые сигналы на выходе согласующего устройства снова преобразуются в аналоговые сигналы, например, для управления процессом с помощью гибридной аналого-цифровой техники.
Первичный преобразователь воспринимает непосредственно или косвенно измеряемую величину и формирует информативный параметр измерительного сигнала. Хорошо зарекомендовали себя цифровые измерительные преобразователи длин и углов, а также квазицифровые частотные измерительные преобразователи. Наряду с ними находят применение цифровые измерительные преобразователи усилия в перемещение.
3.11. Расчет точности кинематических цепей
В различных областях машиностроения и приборостроения применяют механизмы и механические передачи, к которым предъявляются требования кинематической точности. Под кинематической точностью механизма или передачи понимается строгая согласованность движений (перемещений, скоростей или ускорений) ведомого и ведущего звеньев кинематической цепи. В одних механизмах требования относятся к угловым поворотам звеньев, в других — к согласованности угловых поворотов и линейных перемещений.
Ошибкой механизма, характеризующей его точность, называют отклонение действительного значения его выходного параметра от расчетного (идеального) значения. Ошибки механизмов возникают, главным образом, вследствие приближенности выбранной схемы, технологической неточности изготовления звеньев и элементов кинематических пар, неточности монтажа, износа трущихся элементов, внешних силовых воздействий, внутренних силовых явлений в механизмах при их движении и отличия условий эксплуатации (например, температуры и влажности окружающей среды) от номинальных.
В зависимости от характера связей между выходными и входными параметрами, т. е. вида уравнений, описывающих поведение кинематической цепи, различают кинематические и динамические ошибки механизмов.
Кинематическая ошибка механизма определяется в основном его первичными ошибками, к которым относят отклонения размеров элементов кинематических пар, их формы и расположения от идеальных. К первичным ошибкам относятся:
1. Ошибка схемы (структурная ошибка) механизма возникает в том случае, если вместо идеального выбран теоретический механизм с более простой схемой, чем требуется. Так делают для улучшения эксплуатационных качеств механизма, т. е. чтобы его ошибка была меньше, чем ошибка механизма с идеальной, но более сложной схемой.
2. Ошибка положения механизма - отклонение положений ведомых звеньев действительного и соответствующего ему идеального механизма при одинаковых положениях из ведущих звеньев. Если же ведущее звено действительного механизма займет неправильное положение, то соответствующее отклонение положения его ведомого звена называют ошибкой положения ведомого звена, или конечной ошибкой механизма.
3. Ошибка перемещения механизма, под которой понимают разность перемещений ведомых звеньев действительного и идеального механизмов при одинаковых перемещениях их ведущих звеньев.
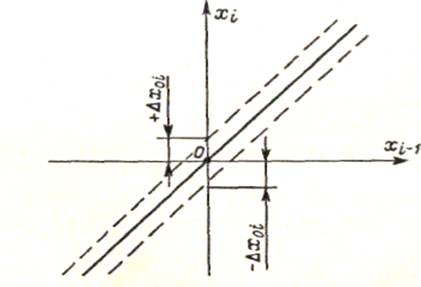
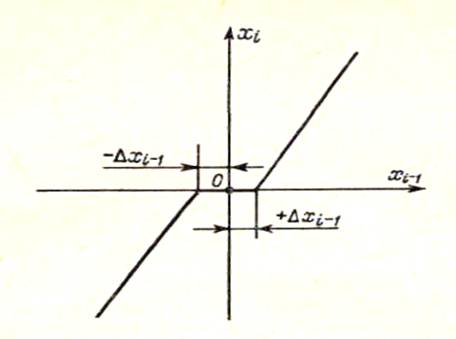
4. Мертвый ход - это ошибка, появляющаяся для одного и того же положения ведущего звена, но при различном направлении его движения. Эта ошибка существенно влияет на точность механических систем с реверсивным движением. Мертвый ход возникает вследствие зазоров в кинематических парах или упругой деформации звеньев.
Ясно, что результирующая точность любой сложной механической системы в конечном счете определяется точностью составляющих ее простых.
Методы определения ошибок механизмов. По форме методы решения задач точностных анализа и синтеза механизмов могут основываться на различных приближениях, в том числе теоретико-вероятностных. Известны следующие методы:
1. Аналитические - наиболее приемлемы для тех механизмов, для которых легко вывести функцию положения и вычислить частные производные без необходимости учитывать ошибки взаимного расположения и формы элементов кинематических пар.
2. Метод преобразованного механизма удобен для плоских механизмов с низшими парами, в которых основное влияние на точность оказывают ошибки размеров звеньев. Он весьма нагляден и достаточно точен при инженерных расчетах.
3. Метод планов малых перемещений применяется для тех же механизмов, что и предыдущий метод.
4. Метод относительных ошибок удобен для рычажных и фрикционных механизмов, упрощающий решение многих задач.
5. Метод плеча и силы применим к быстродействующим счетно-решающим устройствам с зубчатыми и кулачковыми механизмами, на точность которых существенно влияют ошибки взаимного расположения и формы элементов кинематических пар.
Аналитический (дифференциальный) метод. Существует несколько подходов к решению этой задачи. Рассмотрим решение, изложенное в [17], для механизмов с голономными связями, в которых ограничены возможные перемещения звеньев, но не ограничены скорости точек.
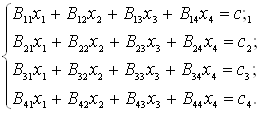
В идеальном механизме с функциональными зависимостями, не содержащими дифференциальных операций, координата выходного (ведомого) звена может быть представлена функцией
Y0 = Y0 (j, q1, Q2, …, qn),
Y0 - координата выходного звена идеального механизма; j - координата входного звена; qi - значения метрических параметров звеньев, которые полностью определяют размеры, форму и взаимное расположение звеньев механизма.
Положение ведомого звена действительного механизма определяется координатой
Y = Y0 + DYвм =Y(j + Dj, q1 + Dq1, …, qn + Dqn), (3.16)
где DYвм — ошибка положения ведомого звена действительного механизма; Dj — ошибка положения ведущего звена.
Ошибки Dqi обычно не более допусков на размеры звеньев и, следовательно, малы по сравнению со значениями параметров qi.
После разложения функции (3.16) в ряд Тейлора и, ограничиваясь только нулевыми и линейными его членами, получим:
 ,
,
откуда найдем приближенное выражение для ошибки положения ведомого звена действительного механизма:
 . (3.17)
. (3.17)
Индекс 0 у частных производных указывает на то, что они должны вычисляться для идеальных (точных) значений параметров qi и обобщенной координаты j.
Формула (3.17) справедлива для действительного механизма, имеющего первичные ошибки, но выполненного по идеальной схеме. В общем же случае параметр DYвм зависит также и от структурной ошибки механизма:
 ,
,
где DYс = Yт - Y0 — ошибка схемы; Yт - функция положения теоретического механизма; Y0 - функция положения идеального механизма.
Ошибка положения действительного механизма с идеальной схемой
 . Ошибка положения, вызванная только одной первичной ошибкой Dqk параметра qk , DYk = (¶Y/¶qk)0×Dqk .
. Ошибка положения, вызванная только одной первичной ошибкой Dqk параметра qk , DYk = (¶Y/¶qk)0×Dqk .
Из формулы (3.17) следует, что ошибка положения ведомого звена механизма равна сумме ошибок, вызываемых каждой первичной ошибкой в отдельности. Вследствие этой независимости действия первичных ошибок вычисление суммарной ошибки положения механизма или положения его ведомого звена не представляет сложности. Лишь для некоторых механизмов вычисление частных производных (¶Y/¶qi)0 громоздко и тогда более предпочтительным может быть графоаналитический метод определения ошибок.
Первичные ошибки могут быть скалярными (ошибки длин звеньев), люфтовыми (перемещения звеньев вследствие зазоров в кинематических парах) и векторными (эксцентриситеты вращающихся звеньев, перекосы осей шарниров и поступательных пар). Поэтому результирующая (суммарная) ошибка положения механизма
 ,
,
где индексы i, j и n относятся соответственно к люфтовым, скалярным и векторным ошибкам.
Для нескольких однотипных реальных механизмов все первичные ошибки Dqi, Dqj Dqn будут независимыми и случайными. То же можно сказать и в отношении всех частных производных. Таким образом, частные ошибки, как составляющие результирующей ошибки серии однотипных механизмов, рассеиваются в своих значениях, подчиняясь тем или иным законам распределения вероятностей. Большой практический интерес представляет проверочный расчет результирующей ошибки серии механизмов теоретико-вероятностным методом, если предельные отклонения (допуски) первичных ошибок и законы их распределения известны.
Поскольку частные производные - не случайные величины и их значения известны для каждого положения механизма, ошибки DY определяют на основе свойств математического ожидания М и среднего квадратичного отклонения s:
![]() ;
;  .
.
Другие варианты аналитического расчета точности кинематической цепи изложены, например, в [2], [20] и др.
С методоми преобразованного механизма, планов малых перемещений и относительных ошибок можно познакомиться в [17].
[K1]Изъяты слова «продаже и прокату»
[K2]Изъяты слова « продаже и прокату»
Похожие работы
... фахівцями, в обов'язки яких не входить аналіз похибок результатів вимірювання. Для забезпечення необхідного рівня точності технічних вимірювань при їхньому виконанні користуються атестованими методиками виконання вимірювань, які розробляють висококваліфіковані спеціалісти - метрологи. Вимірювання ФВ за наявністю або відсутністю розмірності у вимірюваних величин поділяють на вимірювання розмірних ...
... , которые могут использовать возможности и преимущества стандартизации и сертификации в качестве весомых составляющих конкурентоспособности товара. 1. Предмет, задачи и структура дисциплины «Правовые основы метрологии, стандартизации, сертификации» Стандартизация, сертификация и метрология в том виде, как это было в плановой экономике, не только не вписывались в новые условия работы, но и ...
дать общие сведения о взаимозаменяемости и ее размерной составляющей, о размерах и допусках на размер, о различных характерах соединений деталей и способах их обеспечения; дать основные понятия в области стандартизации, ее нормативных документах, о стандартизации в различных сферах деятельности человека. Цель контрольной работы – изучить основные понятия и опреределения в области метрологии, ...
... . Може мати реперні точки. Позитивні та негативні значення. Методи вимірювання – прямі, опосередковані; зіставлення, протиставлення, порівняння з мірою, компенсаційні, накладання. Основними задачами прикладної метрології є: - розробка та виробництво засобів вимірювальної техніки (ЗВТ); - застосування ЗВТ; - повірка (калібрування, атестація, випробування) ЗВТ; - розробка методик виконання вим ...
0 комментариев