Юридическая ответственность за нарушение нормативных требований по метрологии
Международная система единиц физических величин
Методы измерений
Средства измерений
Измерительные сигналы [5]
Классы точности средств измерений
Погрешность измерений
Причины возникновения погрешностей измерения
Планирование измерений
Обработка результатов наблюдений и оценивание погрешностей измерений [4]
Выбор измерительных средств по допустимой погрешности измерения
Выбор изметительных средств для других параметров [27]
Поверка средств измерений
Методы поверки (калибровки) и поверочные схемы [18]
Сертификация средств измерений
Государственный метрологический контроль и надзор
Права и обязанности государственных инспекторов по обеспечению единства измерений
Общие характеристики измерительных приборов
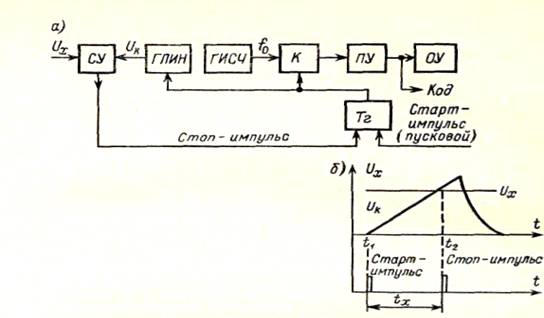
Цифровые измерительные приборы
Навигация
Причины возникновения погрешностей измерения
Основы метрологии
186458
знаков
11
таблиц
8
изображений
3.5.2. Причины возникновения погрешностей измерения
Имеется ряд слагаемых погрешностей, которые являются доминирующими в общей погрешности измерения. К ним относятся:
1. Погрешности, зависящие от средств измерения. Нормируемую допустимую погрешность измерительного средства следует рассматривать как погрешность измерения при одном из возможных вариантов использования этого измерительного средства, поскольку проверка точности данных приборов заключается чаще всего в измерении им эталона.
2. Погрешности, зависящие от установочных мер. Установочные меры могут быть универсальными (концевые меры) и специальными (изготовленными по виду измеряемой детали). Погрешность измерения будет меньше, если установочная мера будет максимально подобна измеряемой детали по конструкции, массе, материалу, его физическим свойствам, способу базирования и т.д. Погрешности от концевых мер длины возникают из-за погрешности изготовления (классы) или погрешности аттестации (разряды), а также из-за погрешности их притирки.
3. Погрешности, зависящие от измерительного усилия. При оценке влияния измерительного усилия на погрешность измерения необходимо выделить упругие деформации установочного узла и деформации в зоне контакта измерительного наконечника с деталью.
4. Погрешности, происходящие от температурных деформаций (температурные погрешности). Погрешности возникают из-за разности температур объекта измерения и измерительного средства. Существуют два основных источника, обуславливающих погрешность от температурных деформаций: отклонение температуры воздуха от 20о С и кратко-временные колебания температуры воздуха в процессе измерения.
Максимальное влияние отклонений температуры на погрешность измерения Dlt можно рассчитать по формуле
Dlt1 = l×Dt1×(aп - aд)max ,
где Dt1 - отклонение температуры от 20оС;
aп , aд - коэффициенты линейных расширений прибора и детали.
Максимальное влияние кратковременных колебаний температуры среды на погрешность измерения будет иметь место в том случае, если колебания температуры воздуха не вызывают изменений температуры измерительного средства, а температура объекта измерения близко следует за температурой воздуха (или наоборот):
Dlt2 = l×Dt2×amax ,
где Dt2 - кратковременные колебания температуры воздуха в процессе измерения;
amax - наибольшее значение коэффициента линейного расширения (материала прибора или измеряемой детали).
Общая деформация по двум случайным составляющим Dt1 и Dt2 выразится формулой
![]() .
.
Могут возникнуть и дополнительные деформации при использовании накладных приборов.
5. Погрешности, зависящие от оператора (субъективные погрешности). Возможны четыре вида субъективных погрешностей:
погрешность отсчитывания (особенно важна, когда обеспечивается погрешность измерения, не превышающая цену деления); погрешность присутствия (проявляется в виде влияния теплоизлучения оператора на температуру окружающей среды, а тем самым и на измерительное средство); погрешность действия (вносится оператором при настройке прибора); профессиональные погрешности (связаны с квалификацией оператора, с отношением его к процессу измерения).
6. Погрешности при отклонениях от правильной геометрической формы. При измерении деталей с целью учёта возможной погрешности формы рекомендуется:
измерение производить в нескольких точках (как правило, в шести);
у установочных деталей перед аттестацией измерить отклонение от геометрической формы;
на образцовой детали с отклонениями формы выделить и маркировать участок, аттестовать его и по нему производить настройку;
при выяснении "действующих" размеров деталей следует стремиться использовать измерительные наконечники по конфигурации, идентичные сопрягаемой детали ("действующий" размер - это размер, который будет действовать в машине и выполнять своё служебное назначение).
7. Дополнительные погрешности при измерении внутренних размеров. К специфическим погрешностям измерения отверстий относятся:
погрешности, возникающие при смещении линии измерения относительно контролируемого диаметра как в плоскости, перпендикулярной к оси контролируемого отверстия, так и в осевой плоскости;
погрешности, вызванные шероховатостью поверхности отверстия, особенно при использовании ручных приборов;
погрешности, обусловленные динамикой процесса совмещения линии измерения одновременно в двух плоскостях;
погрешности от настойки прибора на размер.
3.5.3. Критерии качества измерений
Качество измерений характеризуется точностью, достоверностью, правильностью, сходимостью и воспроизводимостью измерений, а также размером допустимых погрешностей.
Точность - это качество измерений, отражающее близость их результатов к истинному значению измеряемой величины. Высокая точность измерений соответствует малым погрешностям как систематическим, так и случайным.
Точность количественно оценивают обратной величиной модуля относительной погрешности. Например, если погрешность измерений равна 10-6, то точность равна 106.
Достоверность измерений характеризует степень доверия к результатам измерений. Достоверность оценки погрешностей определяют на основе законов теории вероятностей и математической статистики. Это даёт возможность для каждого конкретного случая выбирать средства и методы измерений, обеспечивающие получение результата, погрешности которого не превышают заданных границ с необходимой достоверностью.
Под правильностью измерений понимают качество измерений, отражающее близость к нулю систематических погрешностей в результатах измерений.
Сходимость - это качество измерений, отражающее близость друг к другу результатов измерений, выполняемых в одинаковых условиях. Сходимость измерений отражает влияние случайных погрешностей.
Воспроизводимость - это такое качество измерений, которое отражает близость друг к другу результатов измерений, выполняемых в различных условиях (в различное время, в различных местах, различными методами и средствами).
Похожие работы
... фахівцями, в обов'язки яких не входить аналіз похибок результатів вимірювання. Для забезпечення необхідного рівня точності технічних вимірювань при їхньому виконанні користуються атестованими методиками виконання вимірювань, які розробляють висококваліфіковані спеціалісти - метрологи. Вимірювання ФВ за наявністю або відсутністю розмірності у вимірюваних величин поділяють на вимірювання розмірних ...
... , которые могут использовать возможности и преимущества стандартизации и сертификации в качестве весомых составляющих конкурентоспособности товара. 1. Предмет, задачи и структура дисциплины «Правовые основы метрологии, стандартизации, сертификации» Стандартизация, сертификация и метрология в том виде, как это было в плановой экономике, не только не вписывались в новые условия работы, но и ...
дать общие сведения о взаимозаменяемости и ее размерной составляющей, о размерах и допусках на размер, о различных характерах соединений деталей и способах их обеспечения; дать основные понятия в области стандартизации, ее нормативных документах, о стандартизации в различных сферах деятельности человека. Цель контрольной работы – изучить основные понятия и опреределения в области метрологии, ...
... . Може мати реперні точки. Позитивні та негативні значення. Методи вимірювання – прямі, опосередковані; зіставлення, протиставлення, порівняння з мірою, компенсаційні, накладання. Основними задачами прикладної метрології є: - розробка та виробництво засобів вимірювальної техніки (ЗВТ); - застосування ЗВТ; - повірка (калібрування, атестація, випробування) ЗВТ; - розробка методик виконання вим ...
0 комментариев