Юридическая ответственность за нарушение нормативных требований по метрологии
Международная система единиц физических величин
Методы измерений
Средства измерений
Измерительные сигналы [5]
Классы точности средств измерений
Погрешность измерений
Причины возникновения погрешностей измерения
Планирование измерений
Обработка результатов наблюдений и оценивание погрешностей измерений [4]
Выбор измерительных средств по допустимой погрешности измерения
Выбор изметительных средств для других параметров [27]
Поверка средств измерений
Методы поверки (калибровки) и поверочные схемы [18]
Сертификация средств измерений
Государственный метрологический контроль и надзор
Права и обязанности государственных инспекторов по обеспечению единства измерений
Общие характеристики измерительных приборов
Цифровые измерительные приборы
Навигация
Методы измерений
Основы метрологии
186458
знаков
11
таблиц
8
изображений
3.3.3. Методы измерений
Измерение - получение информации о размере физической или нефизической величины.
При измерениях приходится иметь дело с различными физическими величинами: дискретными и непрерывными, случайными и неслучайными, постоянными и переменными, зависимыми и независимыми.
Метод измерения (по ГОСТу 16263-70) - это совокупность приёмов использования принципов и средств измерений, при которых происходит процесс измерения.
1) По характеру зависимости измеряемой величины от времени измерения методы измерений подразделяются на:
статические, при которых измеряемая величина остается постоянной во времени;
динамические, в процессе которых измеряемая величина изменяется и является непостоянной во времени.
Статическими измерениями являются, например, измерения размеров тела, постоянного давления; динамическими - измерения пульсирующих давлений, вибраций.
2) По способу получения результатов измерений (виду уравнения измерений) методы измерений разделяют на прямые, косвенные, совокупные и совместные.
При прямом измерении искомое значение величины находят непосредственно из опытных данных, например, измерение угла угломером или измерение диаметра штангенциркулем.
При косвенном измерении искомое значение величины определяют на основании известной зависимости между этой величиной и величинами, подвергаемыми прямым измерениям, например, определение среднего диаметра резьбы с помощью трёх проволочек или угла с помощью синусной линейки.
Совместными называют измерения, производимые одновременно (прямые или косвенные) двух или нескольких неодноимённых величин. Целью совместных измерений является нахождение функциональной зависимости между величинами, например, зависимости длины тела от температуры, зависимости электрического сопротивления проводника от давления и т.п.
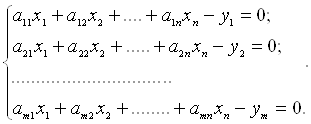
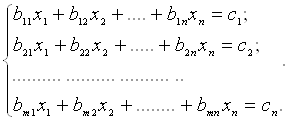
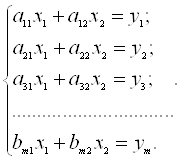
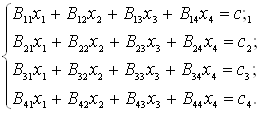
Совокупные - это такие измерения, в которых значения измеряемых величин находят по данным повторных измерений одной или нескольких одноименных величин при различных сочетаниях мер или этих величин. Результаты совокупных измерений находят путём решения системы уравнений, составляемых по результатам нескольких прямых измерений. Например, совокупными являются измерения, при которых массы отдельных гирь набора находят по известной массе одной из них и по результатам прямых сравнений масс различных сочетаний гирь.
3) По условиям, определяющим точность результата измерения, методы делятся на три класса.
Измерения максимально возможной точности, достижимой при существующем уровне техники. К ним относятся в первую очередь эталонные измерения, связанные с максимально возможной точностью воспроизведения установленных единиц физических величин, и, кроме того, измерения физических констант, прежде всего универсальных (например, абсолютного значения ускорения свободного падения и др.).
К этому же классу относятся и некоторые специальные измерения, требующие высокой точности.
Контрольно-поверочные измерения, погрешность которых с определенной вероятностью не должна превышать некоторое заданное значение. К ним относятся измерения, выполняемые лабораториями государствен-ного надзора за внедрением и соблюдением стандартов и состоянием измерительной техники и заводскими измерительными лабораториями с погрешностью заранее заданного значения.
Технические измерения, в которых погрешность результата определяется характеристиками средств измерений. Примерами технических измерений являются измерения, выполняемые в процессе производства на машиностроительных предприятиях, на щитах распределительных устройств электрических станций и др.
4) По способу получения значений измеряемых величин различают два основных метода измерений: метод непосредственной оценки и метод сравнения с мерой.
Метод непосредственной оценки - метод измерения, при котором значение величины определяют непосредственно по отсчётному устройству измерительного прибора прямого действия (например, измерение длины с помощью линейки или размеров деталей микрометром, угломером и т.д.).
Метод сравнения с мерой - метод измерения, при котором измеряемую величину сравнивают с величиной, воспроизводимой мерой. Например, для измерения диаметра калибра микрокатор устанавливают на нуль по блоку концевых мер длины, а результаты измерения получают по отклонению стрелки микрокатора от нуля, т.е. сравнивается измеряемая величина с размером блока концевых мер. О точности размера судят по отклонению стрелки микрокатора относительно нулевого положения.
Существуют несколько разновидностей метода сравнения:
метод противопоставления, при котором измеряемая величина и величина, воспроизводимая мерой, одновременно воздействуют на прибор сравнения;
дифференциальный метод, при котором измеряемую величину сравнивают с известной величиной, воспроизводимой мерой. Этим методом, например, определяют отклонение контролируемого диаметра детали на оптиметре после его настройки на нуль по блоку концевых мер длины;
нулевой метод, при котором результирующий эффект воздействия величин на прибор сравнения доводят до нуля. Подобным методом измеряют электрическое сопротивление по схеме моста с полным его уравновешиванием;
метод совпадений, при котором разность между измеряемой величиной и величиной, воспроизводимой мерой, определяют, используя совпадения отметок шкал или периодических сигналов (например, при измерении штангенциркулем используют совпадение отметок основной и нониусной шкал).
5) При измерении линейных величин независимо от рассмотренных методов различают контактный и бесконтактный методы измерений.
6) По способу выражения результатов измерений различают абсолютные и относительные измерения.
Абсолютное измерение основано на прямых измерениях величины и (или) использовании значений физических констант, например, измерение размеров деталей щтангенциркулем или микрометром.
При относительных измерениях величину сравнивают с одноименной, играющей роль единицы или принятой за исходную, например, измерение диаметра вращающейся детали по числу оборотов соприкасаю-щегося с ней аттестованного ролика.
7) В зависимости от совокупности измеряемых параметров изделия различают поэлементный и комплексный методы измерения.
Поэлементный метод характеризуется измерением каждого параметра изделия в отдельности (например, эксцентриситета, овальности, огранки цилиндрического вала).
Комплексный метод характеризуется измерением суммарного показателя качества, на который оказывают влияние отдельные его составляющие (например, измерение радиального биения цилиндрической детали, на которое влияют эксцентриситет, овальность и др.).
8) В зависимости от измерительных средств, используемых в процессе измерения, различают инструментальный, экспертный, эвристический и органолептический методы измерений.
Инструментальный метод основан на использовании специальных технических средств, в том числе автоматизированных и автоматических.
Экспертный метод основан на использовании данных нескольких специалистов. Широко применяется в квалиметрии, спорте, искусстве, медицине.
Эвристические измерения основаны на интуиции. Широко используется способ попарного сопоставления, когда измеряемые величины сначала сравниваются между собой попарно, а затем производится ранжирование на основании результатов этого сравнения.
Органолептические измерения основаны на использовании органов чувств человека (осязания, обаняния, зрения, слуха и вкуса). Часто используются измерения на основе впечатлений (конкурсы мастеров искусств, соревнования спортсменов).
3.3.4. Виды контроляКонтроль - это процесс получения и обработки информации об объекте (параметре детали, механизма, процесса и т. д.) с целью определения его годности или необходимости введения управляющих воздействий на факторы, влияющие на объект.
Классификация видов контроля [49]
1) По возможности (или невозможности) использования продукции после выполнения контрольных операций различают неразрушающий и разрушающий контроль.
При неразрушающем контроле соответствие контролируемого размера (или значения) норме определяется по результатам взаимодействия различных физических полей и излучений с объектом контроля. Интенсивность полей и излучений выбирается такой, чтобы не только не про-исходило разрушений объекта контроля, но и не менялись его свойства во время контроля. В зависимости от природы физических полей и излучений виды неразрушающего контроля разделяются на следующие группы: акустические, радиационные, оптические, радиоволновые, тепловые, магнитные, вихревые, электрические, проникающих веществ.
При разрушающем контроле определение соответствия (или несоответствия) контролируемого размера (или значения) норме сопровождается разрушением изделия (объекта контроля), например, при проверке изделия на прочность.
2) По характеру распределения по времени различают непрерывный, периодический и летучий контроль.
Непрерывный контроль состоит в непрерывной проверке соответствия контролируемых размеров (или значений) нормам в течение всего процесса изготовления или определённой стадии жизненного цикла.
При периодическом контроле измерительную информацию получают периодически через установленные интервалы времени t. Период контроля t может быть как меньше, так и больше времени одной технологической операции tоп. Если t = tоп, то периодический контроль становится операционным (или послеоперационным).
Летучий контроль проводят в случайные моменты времени.
3) В зависимости от исполнителя контроль разделяется на: самоконтроль, контроль мастером, контроль ОТК (отделом технического контроля) и инспекционный контроль (специально уполномоченными представителями). Инспекционный контроль в зависимости от того, какая организация уполномочила представителя проводить контроль подразделяется на: ведомственный, межведомственный, вневедомственный, государственный (выполняемый контролёрами Госстандарта).
4) По стадии технологического (производственного) процесса отличают входной, операционный и приёмочный (приёмосдаточный) контроль.
Входному контролю подвергают сырьё, исходные материалы, полуфабрикаты, комплектующие изделия, техническую документацию и т.п., иначе говоря, всё то, что используется при производстве продукции или её эксплуатации.
Операционный контроль ещё незавершённой продукции проводится на всех операциях производственного процесса.
Приёмочный контроль готовых, сборочных и монтажных единиц осуществляется в конце технологического процесса.
5) По характеру воздействия на ход производственного (технологического) процесса контроль делится на активный и пассивный.
При активном контроле его результаты непрерывно используются для управления технологическим процессом. Можно сказать, что активный контроль совмещён с производственным процессом в единый контрольно-технологический процесс. Как правило, он выполняется автоматически.
Пассивный контроль осуществляется после завершения либо отдельной технологической операции, либо всего технологического цикла изготовления детали или изделия. Он может бать ручным, автоматизированным и автоматическим.
6) В зависимости от места проведения различают подвижный и стационарный контроль.
Подвижный контроль проводится непосредственно на рабочих местах, где изготавливается продукция (у станка, на сборочных и настроечных стендах и т.д.).
Стационарный контроль проводится на специально оборудованных рабочих местах. Он применяется при необходимости создания специальных условий контроля; при наличии возможности включения в технологический цикл стационарного рабочего места контролёра; при использовании средств контроля, которые применяются только в стационарных условиях; при крупносерийном и массовом производстве.
7) По объекту контроля отличают контроль качества выпускаемой продукции, товарной и сопроводительной документации, технологического процесса, средств технологического оснащения, прохождения рекламации, соблюдения условий эксплуатации, а также контроль технологической дисциплины и квалификации исполнителей.
8) По числу измерений отличают однократный и многократный контроль.
9) По способу отбора изделий, подвергаемых контролю, отличают сплошной и выборочный контроль.
Сплошной (стопроцентный) контроль всех без исключения изготовленных изделий применяется при индивидуальном и мелкосерийном производстве, на стадии освоения новой продукции, по аварийным параметрам (размерам), при селективной сборке.
Выборочный контроль проводится во всех остальных случаях, чаще всего при крупносерийном и массовом производстве. Для сокращения затрат на контроль большой партии изделий (которую в математической статистике принято называть генеральной совокупностью) контролю подвергается только часть партии – выборка, формируемая по определённым правилам, обеспечивающим случайный набор изделий. Если число бракованных изделий в выборке превышает установленную норму, то вся партия (генеральная совокупность) бракуется.
Подробнее о выборочном приемочном и текущем контроле изложено в [48].
3.3.5. Методика выполнения измерений Основная потеря точности при измерениях происходит не за счёт возможной метрологической неисправности применяемых средств измерений, а в первую очередь за счёт несовершенства методов и методик выполнения измерений. В целом точность измерения зависит от: точности применяемого средства измерения; точности метода измерения; влияния внешних факторов. Например, при измерении массы материала, движущегося по транспортёру, точность базового устройства обычно в 10 - 20 раз выше общей точности взвешивания массы; при поверке ртутных термометров следует учитывать точность "считывания" показаний.Под методикой измерения понимают совокупность методов, средств, процедур, условий подготовки и проведения измерений, а также правил обработки экспериментальных данных при выполнении конкретных измерений.
По Закону РФ “Об обеспечении единства измерений” измерения должны осуществляться в соответствии с аттестованными в установленном порядке методиками.
Разработка методик выполнения измерений должна включать:
анализ технических требований к точности измерений, изложенных в стандарте, технических условий или технических заданий;
определение конкретных условий проведения измерений;
выбор испытательного и вспомогательного оборудования, а также средств измерений;
разработку при необходимости нестандартных средств измерений;
исследование влияния условий проведения измерений и подготовки испытуемых объектов к измерениям;
определение порядка подготовки средств измерений к работе, последовательности и количества измерений;
разработку или выбор алгоритма обработки экспериментальных данных и правил оформления результатов измерения.
Нормативно-техническими документами (НТД), регламентирующими методику выполнения измерений являются:
1. Государственные стандарты или методические указания Госстандарта России по методикам выполнения измерений. Стандарт разрабатывается в том случае, если применяемые средства измерений внесены в Государственный реестр средств измерений.
2. Отраслевые методики выполнения измерений, используемые в одной отрасли.
3. Стандарты предприятий на методики выполнения измерений, используемые на одном предприятии.
В НТД на методики выполнения измерений предусматриваются: нормы точности измерений; специфика измеряемой величины (диапазон, наименование продукции и т.д.); максимальная автоматизация измерений и обработки данных.
Методики выполнения измерений перед их вводом в действие должны быть аттестованы или стандартизованы. Аттестация включает в себя: разработку и утверждение программы аттестации; выполнение исследований в соответствии с программой; составление и оформление отчёта об аттестации; оформление аттестата методики выполнения измерений.
При аттестации должна быть проверена правильность учёта всех факторов, влияющих на точность измерений, установлена достоверность их результатов. Аттестацию методик выполнения измерений проводят государственные и ведомственные метрологические службы. При этом государственные метрологические службы проводят аттестацию методик особо точных, ответственных измерений, а также измерений, проводимых в организациях Госстандарта России.Стандартизация методик применяется для измерений, широко применяемых на предприятиях.
Методики выполнения измерений периодически пересматриваются с целью их усовершенствования.
Похожие работы
... фахівцями, в обов'язки яких не входить аналіз похибок результатів вимірювання. Для забезпечення необхідного рівня точності технічних вимірювань при їхньому виконанні користуються атестованими методиками виконання вимірювань, які розробляють висококваліфіковані спеціалісти - метрологи. Вимірювання ФВ за наявністю або відсутністю розмірності у вимірюваних величин поділяють на вимірювання розмірних ...
... , которые могут использовать возможности и преимущества стандартизации и сертификации в качестве весомых составляющих конкурентоспособности товара. 1. Предмет, задачи и структура дисциплины «Правовые основы метрологии, стандартизации, сертификации» Стандартизация, сертификация и метрология в том виде, как это было в плановой экономике, не только не вписывались в новые условия работы, но и ...
дать общие сведения о взаимозаменяемости и ее размерной составляющей, о размерах и допусках на размер, о различных характерах соединений деталей и способах их обеспечения; дать основные понятия в области стандартизации, ее нормативных документах, о стандартизации в различных сферах деятельности человека. Цель контрольной работы – изучить основные понятия и опреределения в области метрологии, ...
... . Може мати реперні точки. Позитивні та негативні значення. Методи вимірювання – прямі, опосередковані; зіставлення, протиставлення, порівняння з мірою, компенсаційні, накладання. Основними задачами прикладної метрології є: - розробка та виробництво засобів вимірювальної техніки (ЗВТ); - застосування ЗВТ; - повірка (калібрування, атестація, випробування) ЗВТ; - розробка методик виконання вим ...
0 комментариев