Навигация
Выбор транспортно-загрузочной системы
38557
знаков
10
таблиц
1
изображение
2.2 Выбор транспортно-загрузочной системы
Ввиду большого разнообразия транспортирующих машин, для решения одной и той же транспортной задачи могут быть выбраны различные типы машин. Основными критериями выбора средств механизации являются удовлетворение комплексу технических факторов и технико-экономическая эффективность применения рассматриваемой машины. Оптимальным следует считать тот тип транспортирующей машины или комплекса машин, который удовлетворяет всем техническим требованиям производства, обеспечивает необходимую надёжность работы, высокую степень механизации, наиболее благоприятные условия труда и наименьшую стоимость перемещения единицы груза, а также наименьший срок окупаемости капиталовложений.
В виду достаточно большой массы детали выбираем в качестве гибкого тягового элемента – цепь. Так как цепи обеспечивают следующие преимущества: возможность огибания звёздочек и блоков малого диаметра; гибкость в горизонтальной и вертикальной плоскостях; высокая прочность при малом удлинении; удобство и повышенная прочность крепления грузонесущих и опорных элементов; надёжность передачи тягового усилия зацеплением на звёздочке при малом первоначальном натяжении.
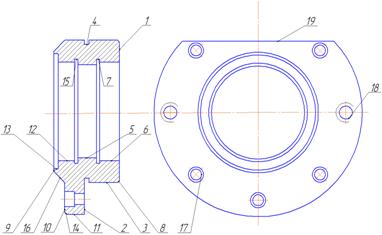
Транспортер предназначен для автоматического перемещения заготовки между позициями. Транспортер состоит из сварной станины , с установленными на ней колесами(звёздочками) для натяжения и передачи вращающего момента транспортной ленте, транспортная лента перемещается по направляющим, на одной стороне ленты установлены фотоотражающие элементы, фотодатчик установлен на направляющей. На внешней стороне ленты установлены толкающие выступы, для обеспечения перемещения приспособления с заготовкой. Вращение на вал ведущих колес передается от электродвигателя, через коническо-цилиндрический редуктор и электромагнитную муфту.
Натяжение ленты осуществляется блоками, для осуществления натяжки раскрепляют гайки прижимных винтов, вворачивая винт, обеспечивают требуемое натяжение после контргайками застопоривают прижимные винты.
Принцип работы транспортера заключается в пошаговом перемещении ленты, отработка двигателем перемещения на один шаг, до совмещения фотодатчика с фотоотражающим элементом на ленте, двигатель выключается, происходит выстой транспортера на время обработки детали, в это время производится обработка заготовки. После следует сигнал на включение двигателя. Цикл повторяется.
Регулировку относительного положения транспортера осуществляют следующим образом: при помощи стоек и винтов регулируют относительную высоту транспортера, относительное горизонтальное положение выбирается в зависимости от вида манипулятора и длины всей линии.
Транспортер сохраняет относительную универсальность, например при переходе к обработки деталей других форм, но с относительно близкими размерами, а также массой достаточно лишь сменить базирующие элементы защитных боковых щитков: на большие при диаметре валов превышающих 150мм, и на меньшие в зависимости от размера заготовок, но не менее 40 мм, а также сменить расположение фотоотражающих элементов и время выстоя.
При обслуживании металлорежущих станков промышленные роботы (ПР) выполняют следующие вспомогательные операции: установку заготовок в рабочей зоне станка и снятие обработанной детали с укладкой ее на конвейер, в ориентирующий магазин и т. п.; контроль размеров заготовок и обработанных деталей; очистку базовых поверхностей деталей, заготовок и фиксирующих приспособлений станка от грязи и стружки; проверку правильности базирования и фиксации заготовок в зажимных приспособлениях станка; смену захватов, а также режущего и вспомогательного инструмента При обслуживании группы станков ПР обеспечивает межстаночное транспортирование деталей.
Структура технологического процесса в автоматизированном производстве при совмещении операций занесены в таблицу 2.5.
Таблица 2.5- Структура технологического процесса в автоматизированном производстве при совмещении операций
| № поз | Название операции | Инструментальные переходы в данной операции | Инструменты | Время операции, мин |
| 1 | Фрезерно-центровальная | Фрезерование торцов 1 и 14 Сверление центровочных отверстий | Фреза ВК8 Сверло Р6М5 | 0,74 |
| 2 | Токарная | Точение наружной пов-ти 6 | Резец упорный проходной Т5К10 | 0,95 |
| 3 | Токарная | Точение наружной пов-ти 3 | Резец упорный проходной Т5К10 | 0,18 |
| 4 | Токарная | Точение наружной пов-ти 6 Точение наружной пов-ти 3 Точение фаски 2´45° - 2 Точение фаски 5 | Резец упорный проходной Т15К6 | 0,918 |
| 5 | Токарная | Подрезка торца 7 Точение наружной пов-сти 10 Точение наружной пов-сти 12 | Резец подрезной Т5К10 Резец упорный проходной Т5К10 | 0,409 |
| 6 | Токарная | Точение фаски 2´45° - 13 Точение наружной пов-сти 12 Точение фаски 2´45° - 11 Точение наружной пов-сти 10 Точение канавки 8 Точение фаски 1´45° - 9 | Резец упорный проходной Т15К6 Резец канавочный Т15К6 | 0,309 |
| 7 | Агрегатная | Сверлить отв. Æ 22 мм -19 Фрезеровать паз 18 | Сверло Р6М5 Фреза ВК8 | 0,52 |
Похожие работы
... из них. 5 АНАЛИЗ БАЗОВОГО ОПЕРАЦИОННОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПО КРИТЕРИЮ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ СМЕННОЙ ПРОИЗВОДИТЕЛЬНОСТИ ОБРАБОТКИ Определение ожидаемой сменной производительности системы технологического оборудования в условиях неавтоматизированного производства можно найти по формуле: деталей/смену, где - время выполнения холостых (вспомогательных) операций в условиях ...
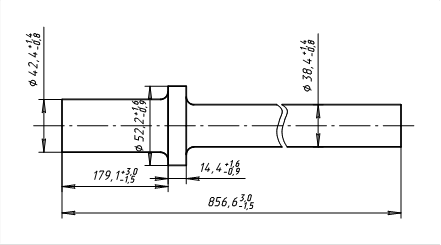
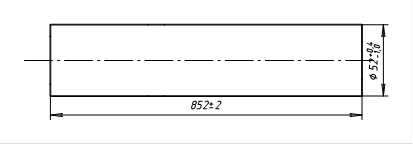
... для получения заготовки метод ковки на ГКМ. 7. Разработка варианта технологического маршрута механической обработки детали Разработка технологического маршрута обработки детали Шток проводится на основании типового технологического процесса обработки шлицевого вала с учетом мелкосерийного типа производства. 7.1 Выбор обоснование способов обработки поверхностей заготовки На основании ...
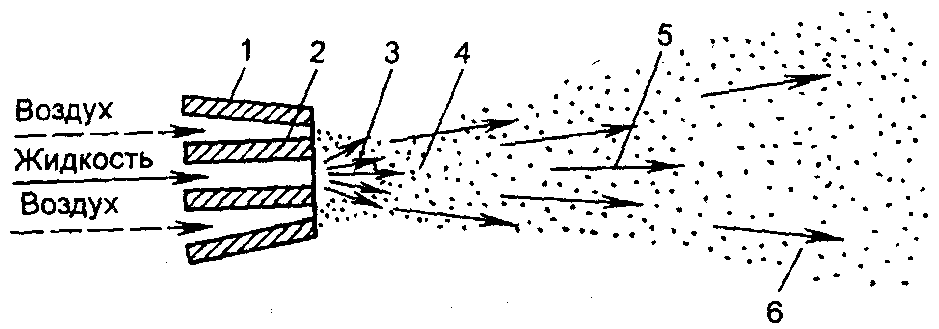
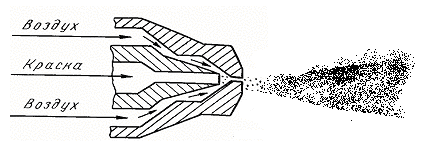
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев