Описание общей системы охлаждения. Система охлаждения холодной водой
Водоснабжение охлаждаемых деталей холодной водой
Расчёт местных потерь напора
Расчет тепломассообмена
Расчет сопротивления b для стояков и коллектора (их участков)
Расчет сопротивления b для всей системы охлаждения
Расчет общих потерь в кессоне, стояке, коллекторе и всей системы охлаждения
Навигация
Проектирование системы охлаждения кессонов печи взвешенной плавки
Проектирование системы охлаждения кессонов печи взвешенной плавки
39867
знаков
1
таблица
8
изображений
Содержание
Аннотация
The summary
Введение
1. Теоретические сведения
1.1 Краткое описание печи и взвешенной плавки
1.2 Реакционная шахта. Описание её способа охлаждения
1.3 Описание общей системы охлаждения. Система охлаждения холодной водой
1.4 Водоснабжение охлаждаемых деталей холодной водой
2. Модель расчета
2.1 Расчёт потерь напора на трение
2.2 Расчёт местных потерь напора
2.3 Построение характеристики сети
2.4 Расчет тепломассообмена
3. Исходные данные
4. Результаты расчётов и их анализ
4.1 Расчет сопротивления b для стояков и коллектора (их участков)
4.2 Расчет сопротивления b для всей системы охлаждения
4.3 Расчет общих потерь в кессоне, стояке, коллекторе и всей системы охлаждения
4.4 Составление и решение уравнений Бернулли
4.5 Расчет коэффициента а для уравнения напорной характеристики
5. Построение характеристики сети
6. Расчет потерь тепла
Заключение
Список литературы
Аннотация
В данной курсовой работе рассматривается система водяного охлаждения закладных кессонов реакционной шахты печи взвешенной плавки.
Страниц 33, таблиц 1, рисунков 4.
The summary
In the given course work the system of water cooling of mortgage caissons of reactionary shaft of the furnace weighed swimming trunks is examined.
Pages 33, tables 1, figures 4.
Введение
Гидроаэромеханика – одна из основных инженерных дисциплин, на которых базируется металлургическое производство. Она является разделом механики, описывающим законы равновесия и движения жидкостей и газов и взаимодействие этих сред с твердыми телами.
Гидравлика – это прикладная наука, занимающаяся чисто инженерными вопросами движения жидкости и базирующаяся на экспериментальных данных. Практическое значение гидроаэромеханики весьма велико, так как она представляет собой основу для инженерных расчётов во многих областях техники и является базой для ряда специальных дисциплин: гидротехники, гидравлических машин (насосы и турбины) водоснабжения и канализации, осушения и орошения, водного транспорта и т.д.
Для металлурга – автоматчика важность данной дисциплины обусловлена особенностями металлургического производства, а именно подачей и отводом газов, воды, кислот и других жидкостей, но самое важное заключается в том, что управление потоками является одним из удобных методов регулирования производственного процесса.
Благодаря применению электронных вычислительных машин, существенно улучшилось проектирование трубопроводов. Использование такой техники повлияло на конструктивные решения, так как позволило осуществлять сложные схемы с подвижными узлами, применения которых избегали из-за трудностей их расчёта.
1. Теоретические сведения
1.1 Краткое описание печи и взвешенной плавки
В основе способа взвешенной плавки лежат реакции окисления сульфидов, протекающие со значительным выделением тепла. Кроме того, в исходном рудном концентрате в значительных количествах присутствуют высшие сульфиды, которые легко диссоциируют при 550-700оС с отщеплением элементарной серы, сгорающей в плавильной шахте печи. Благодаря этому плавка может быть полностью автогенной, то есть может протекать без дополнительных затрат топлива или энергии. В отдельных случаях при недостатке тепла дефицит его можно восполнить подачей в печь некоторого количества топлива или проведением плавки на дутьё, обогащённом кислородом. Регулируя степень обогащения дутья кислородом, можно подобрать условия, при которых плавка будет протекать в спокойном режиме с постоянными параметрами.
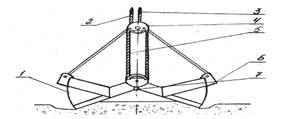
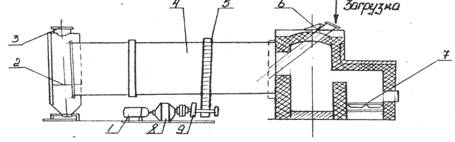
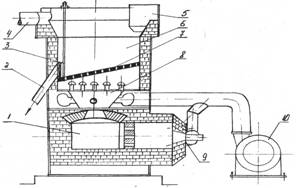
Печь для плавки во взвешенном состоянии (рис. 1) состоит из трёх основных частей:
- вертикальной цилиндрической реакционной (плавильной) шахты, в которой происходят обжиг и плавка шихты во взвешенном состоянии;
- отстойной камеры для разделения штейна и шлака и
- вертикального круглого аптейка, по которому отходящие газы отводятся в котёл-утилизатор.
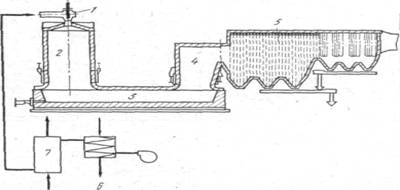
Рис. 1. Печь для плавки во взвешенном состоянии
1 — горелка; 2 — реакционная камера; 3 — отстойная ванна; 4 — аптейк;
5 — котел-утилизатор; 6 — паровой воздухоподогреватель;
7 — топливный воздухоподогреватель
Размеры печей на разных заводах различны. В нашем случае высота реакционной шахты составляет 9,5 м при диаметре в 4,5 м. Площадь отстойной части печи, из расчёта производительности 8 т/м2 площади отстойника, равна 110 м2 (22 ![]() 5,5).
5,5).
Производительность печи – 900 т/сутки.
1.2 Реакционная шахта. Описание её способа охлаждения
В реакционной (плавильной) шахте, являющейся составляющей печи взвешенной плавки, происходят обжиг и плавка шихты во взвешенном состоянии. Внутренний диаметр шахты составляет 3700 мм при высоте 7400 мм, объём равен 80 м3. Кожух шахты является сварным и футерован изнутри магнезитовым (хромомагнезитовым) кирпичом; толщина футеровки стен шахты составляет 375 мм. Свод шахты, толщиной – 375 мм, также выложен из магнезитового (хромомагнезитового) кирпича. Шахта печи подвешена на восьми круглых стальных тягах к специальной металлической опорной конструкции. Футеровка шахты опирается на два кольцевых кессонных пояса, укреплённых к кольцевой восьмиугольной балке, которая охватывает кожух шахты в нижней его части и подвешена к указанным выше восьми тягам. Кессонные кольца шахты собраны из плоских медных кессонов, внутри которых залиты стальные змеевики для циркуляции воды.
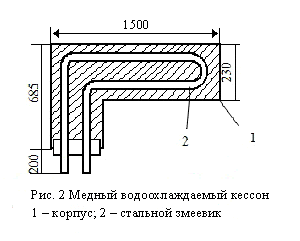
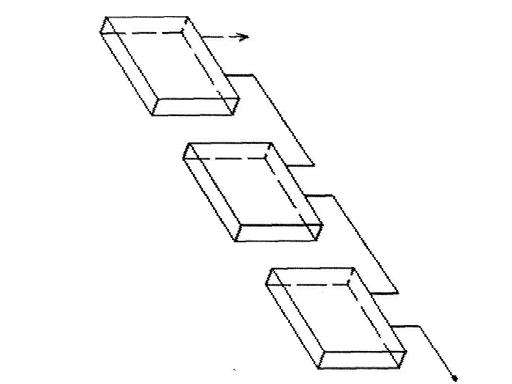
Кессоны выполнены в виде прямоугольной плиты размером толщиной ![]() и соединены в секции, каждая из которых оборудована общей рамой. При этом все смежные секции скреплены между собой в вертикальном и горизонтальном направлениях и жестко связаны с несущим каркасом.
и соединены в секции, каждая из которых оборудована общей рамой. При этом все смежные секции скреплены между собой в вертикальном и горизонтальном направлениях и жестко связаны с несущим каркасом.
В то время, когда сооружались первые печи для плавки во взвешенном состоянии, ещё не были известны особые требования, предъявляемые к огнеупорам и способу кладки реакционной зоны.
Первые конструкции реакционных шахт, выложенные традиционными методами металлургической плавки, быстро разрушались под действием стекающих по рабочей поверхности шахты продуктов плавления.
Выявлено также, что работа мазутных горелок, повышающих температуру в шахте, вызывает неизбежные турбулентные завихрения, способствующие отбрасыванию жидких продуктов на стенки шахты и, как следствие, ускоряет разрушение кладки.
Наибольшие разрушения футеровки наблюдаются в зоне наивысших температур. В верхней части шахты наблюдается обратное явление – отложение настылей магнетитового характера.
Износ футеровки печи происходит по нескольким причинам, из которых следует выделить главные:
- растворение и разъедание огнеупора шлаком, содержащим кремнекислоту;
- пропитывание футеровки штейном, окисление штейна в порах кирпича, сопровождающееся увеличением объёма и растрескиванием огнеупора;
- растрескивание огнеупора из-за температурных перепадов.
Растворимость компонентов хромомагнезитовой футеровки в силикатном шлаке невелика, но она усиливается в той зоне, где шлак непрерывно омывает футеровку.
Такими участками являются нижняя половина реакционной шахты и примыкающие к ней участки стен отстойника.
Для выполнения кладки допускается использовать только плотный, не имеющий трещин, внешних повреждений и искажения геометрии абсолютно сухой хромомагнезитовый кирпич. При плавке очень важна тщательная подгонка кирпичей с соблюдением минимальных зазоров.
В последние годы наибольшее распространение для футеровки плавильной шахты получили огнеупоры из плавленого хромомагнезита, имеющего минимальную пористость, так как это вид огнеупора приготавливается из клинкера.
Для повышения устойчивости огнеупорной кладки осуществляется её повсеместное охлаждение.
В настоящее время можно считать более или менее оптимальной следующую систему охлаждения реакционной шахты:
- верхняя часть шахты охлаждается орошением водой металлического кожуха, прилегающего к футеровке;
- в нижней части шахты охлаждение осуществляется медными закладными кессонами;
- внешняя поверхность кожуха верхней половины шахты охлаждается орошением водой;
- нижнюю часть кожуха шахты охлаждают орошением водой из дырчатых труб, подвешенных на двух уровнях. Охлаждающую воду собирают в приваренные к кожуху два желоба и отводят в канализацию.
Метод охлаждения плавильной шахты печи хоть и кажется примитивным, но хорошо зарекомендовал себя в практике действующих предприятий. Плёнка стекающей по кожуху воды надёжно и, главное, равномерно охлаждает кладку, создавая наилучшие условия работы огнеупоров.
На скорость износа огнеупоров в плавильной зоне в значительной степени влияет расстояние между медными кессонами. Чем чаще поставлены кессоны, тем дольше кладка выдерживает непрерывное воздействие расплава, однако, тем больше тепловые потери, и это неблагоприятно складывается на тепловом балансе и экономике плавки.
При правильном выборе расстояния между кессонами степень износа огнеупоров в первый год работы печи может составлять менее 100 мм. Во второй и третий год работы износ сокращается, так как увеличивается теплоотвод, и футеровка покрывается слоем магнетитового гарниссажа, который в значительной степени предохраняет её от дальнейшего разрушения. Удачно выбранное расстояние между кессонами и режим охлаждения позволяют продлить кампанию печи без остановки её на капитальный ремонт до 3 – 4 лет. Также на длительность срока службы футеровки существенно влияет режим плавки.
Если плавку ведут на богатый штейн, то процесс сопровождается образованием большого количества магнетита, который откладывается в виде настылей на охлаждаемых участках футеровки. По мере наращивания слоя магнетитовой настыли процесс стабилизируется и футеровка оказывается в благоприятных условиях, способствующих её длительной работе. Причём наибольший перепад температур наблюдается в тех местах, где футеровка изношена в большей степени. Именно на этих участках отлагаются значительные магнетитовые настыли, предохраняющие кладку от дальнейшего разрушения.
Иное положение наблюдается при плавке на бедный штейн, который способен растворить в себе большие количества магнетита. Бедный штейн получается в самом процессе, как правило, насыщенным по магнетиту. Стекающие по стенкам реакционной шахты струйки расплава растворяют в себе магнетитовую настыль и обнажают нижележащую футеровку, способствуя тем самым её интенсивному износу. В известной степени к такому же результату приводит излишний перегрев продуктов плавки в реакционной зоне при чрезмерном расходе топлива на подтопку.
Внешняя поверхность кожуха верхней половины шахты охлаждается орошением водой. Чтобы достичь желаемого охлаждения хромомагнезитовая футеровка должна плотно прилегать к кожуху. В нижней части шахты весь ”излишек” футеровки разъедается очень быстро и в дальнейшем устанавливается относительное равновесие, поэтому первоначальную футеровку следует выкладывать не более чем на 250 – 300 мм. Верхняя часть шахты достаточно надежна, защищена магнетитовой настылью и поэтому не требует значительного охлаждения. Вполне естественно, что, чем выше температура дутья, тем выше в реакционной шахте будет располагаться зона максимальных температур, и тем большую часть шахты необходимо будет футеровать с закладными медными кессонами.
Вес футеровки шахты передаётся на опорные пояса, роль которых выполняют кольцевые закладные кессоны, прочно скреплённые с кожухом шахты. Последний крепится к несущим конструкциям и, таким образом , шахта оказывается подвешенной без опоры на свод отстойной зоны печи.
Очень ответственным узлом печи является соединение плавильной шахты со сводом отстойной камеры. В равной степени это относится и к сочленению отстойника с аптейком. Соединение шахт с отстойной камерой выполняется из фасонного кирпича или из литого огнеупорного материала. В настоящее время в основном применяют литые огнеупоры, способ укладки которых проще, однако их следует интенсивно охлаждать, так как этот участок непрерывно подвергается действию стекающего расплава. К тому же нижний пояс плавильной шахты примыкает к выпуклому своду отстойника, и герметическая форма сочленения получается сложной.
На некоторых заводах футеровка соединительной части сверху охлаждается кессонами нижнего пояса шахты, а снизу кессонами, установленными между сводом и литыми огнеупорами. Внутри самой футеровки встроено кольцо из водоохлаждаемых медных литых профильных труб. Тепловое расширение между сводом отстойника и шахтой компенсируется температурными швами между сводом и футеровкой из литых огнеупоров.
Слабым местом такой конструкции является недостаточная устойчивость литого огнеупора против разъедания расплавом, поэтому в конструкции должно быть предусмотрено интенсивное охлаждение, которое обеспечило бы образование достаточно толстого слоя гарниссажа. Расход воды должен быть большим и подача воды должна осуществляться по двум параллельным системам, так как даже кратковременная остановка в подаче воды может привести к прогару соединения и выходу из строя всей печи.
Продолжительность срока службы критических точек футеровки печи, к которым прежде всего относятся сочленения шахт со сводом отстойника, зависит от надёжности охлаждения. Даже при непрерывной подаче воды возможно образование пробок за счёт отложения солей, взвеси или прекращение поступления воды в отдельные элементы при их перегреве и закипании воды с образованием паровых пробок. Кратковременное пребывание охлаждающего элемента в таком состоянии неминуемо приводит к его прогару и остановке печи. Для обеспечения бесперебойного охлаждения на печах взвешенной плавки организуют непрерывный автоматический контроль за давлением поступающей охлаждающей воды, её расходом, температурой отходящей воды по наиболее ответственным участкам печи. Кроме того, установка для подачи и регулирования охлаждающей воды должна быть снабжена аварийным быстродействующим насосом, автоматически включающимся при выходе из строя основной системы подачи воды.
Похожие работы
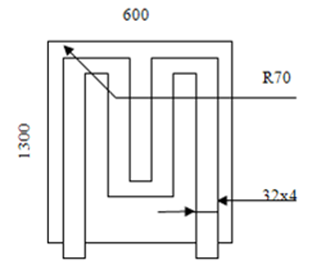
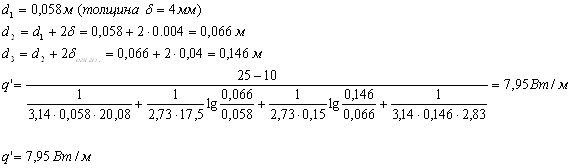
... заданного режима водопотребления данной сетью. Напорная характеристика данной сети приведена на графике. Расчет потерь тепла Мы имеем: толщину задней стенки кессона равную коэффициент теплопроводности стенки , температуру воды внутри системы охлаждения при её работе равную t=50ºC, температуру окружающей среды t=10ºC. Учитывая эти и другие значения находим потери тепла в окружающую ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... 5000 мг/л. Наличие этих загрязнений препятствует повторному использованию сточных вод, а их сброс ведёт к загрязнению водоёма [17]. 11.3.2 Мероприятий по защите окружающей среды Технологические процессы литейного производства сопровождаются образованием огромных количеств различных пылей и газов, которые загрязняют атмосферу. Отвалы отработанных смесей и неочищенные сточные воды, сбрасываемые ...

... или технологических процессов; – при выборе технического решения обеспечить малоотходность производства и максимальную эффективность использования энергоресурсов. Задачи специалиста в области безопасности жизнедеятельности сводятся к следующему; – контроль и поддержание допустимых условий (параметры микроклимата, освещение и др.) жизнедеятельности человека в техносфере; – идентификация ...
0 комментариев