Навигация
Проектування механічної дільниці для обробки деталі
16146
знаков
8
таблиц
5
изображений
Міністерство освіти і науки України
Житомирський державний технологічний університет
Кафедра ТМ і КТС
Група МС-112
Курсовий проект
з дисципліни «Механоскладальні дільниці та цехи»
ТЕМА: «Проектування механічної дільниці для обробки деталі Корпус»
Житомир
Зміст
1. Завдання на проектування
2. Вихідні дані для проектування
3. Визначення серійності виробництва
4. Розрахунок необхідної кількості верстатів
5. Розрахунок чисельності працівників
6. Визначення необхідних площ
7. Енергетична частина
8. Будівельна частина
9. Оцінка економічної ефективності
1. Завдання на проектування
Задана деталь (корпус) є типовим представником програми, на яку розробляється технологічний процес. Деталь призначена для закріплення кулькової гвинтової пари поздовжнього переміщення супорту верстата 1В340Ф3. Креслення деталі-представника наведено в додатку.
Річна програма випуску деталі-представника N1 = 12500 шт/рік
Дві інші деталі програми, на які технологічний процес не розробляється, - корпус (назвемо його „корпус 2”) та кришка.
Річна програма випуску 2-х деталей програми:
- корпусу: N2 = 12500 шт/рік;
- кришки: і N3 = 12500 шт/рік.
2. Вихідні дані для проектування
Типовий маршрутний технологічний процес обробки деталі-представника подано далі:
Типовий маршрутний технологічний процес обробки деталі „Корпус”
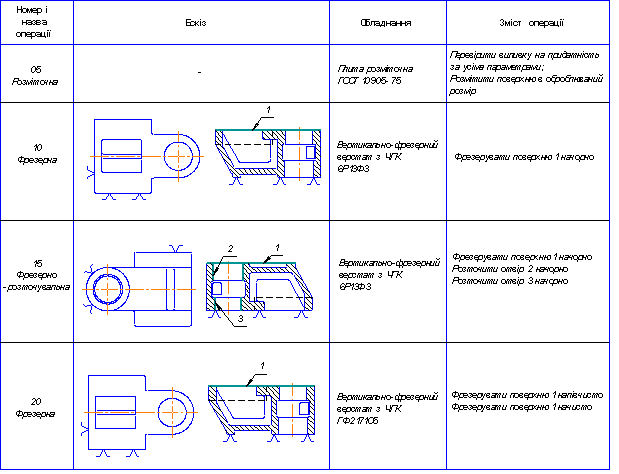
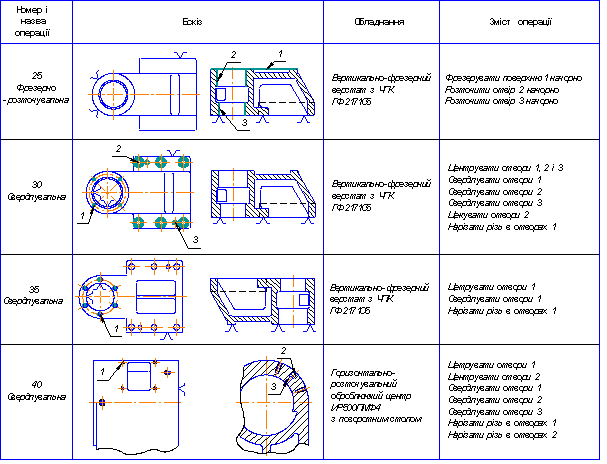
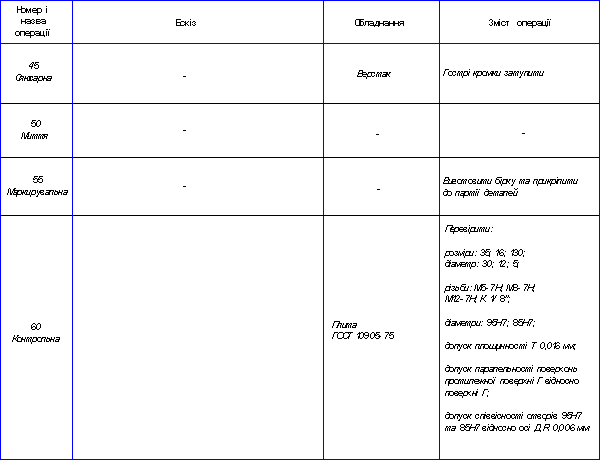
Встановлені при розробці технологічного процесу норми часу для кожної з операцій механічної обробці 1-єї деталі-представника наведені в таблиці 1.
Таблиця 1. Норми часу на операції механічної обробки деталі-представника
| № | Операція | Верстат | ТО, хв | ТД, хв | ТШТ, хв | ТШТ.К., хв |
| 10 | фрезерна | 6Р13Ф3 | 1,01 | 1,55 | 2,76 | 2,87 |
| 15 | фрезерно-розточувальна | 6Р13Ф3 | 1,48 | 1,49 | 3,2 | 3,37 |
| 20 | фрезерна | ГФ2171С5 | 2,62 | 1,76 | 4,73 | 4,84 |
| 25 | фрезерно-розточувальна | ГФ2171С5 | 4,7 | 1,76 | 6,39 | 7,14 |
| 30 | свердлильна | ГФ2171С5 | 3,64 | 2,71 | 6,86 | 6,93 |
| 35 | свердлильна | ГФ2171С5 | 2,06 | 1,46 | 3,8 | 3,88 |
| 40 | свердлильна | ИР500ПМФ4 | 1,81 | 3,89 | 5,97 | 6,05 |
Трудомісткість обробки 1-єї деталі-представника по кожній і-тій операції:
![]() , (верстато-год)
, (верстато-год)
Сумарна трудомісткість обробки 1-єї деталі-представника на кожному з типорозмірів верстату визначається як сума трудомісткостей обробки по всім операціям, що виконуються на даному типорозмірі верстату:
![]() , (верстато-год)
, (верстато-год)
або
![]()
де ![]() - штучно-калькуляційний час виконання і-ї операції (табл. 1).
- штучно-калькуляційний час виконання і-ї операції (табл. 1).
Визначимо трудомісткість для кожного типорозміру обладнання:
для 6Р13Ф3: ![]() (верстато-годин);
(верстато-годин);
для ГФ2171С5: ![]() (верстато-годин);
(верстато-годин);
для ИР500ПМФ4: ![]() (верстато-годин);
(верстато-годин);
Результати обчислень зведемо до таблиці 3.
Деталь, на яку розроблявся технологічний процес, є типовим представником групи деталей, що виготовляються в проектованому цеху. Розрахунок ведеться за приведеною програмою на основі базової маршрутної технології деталі-представника, а трудомісткість по переробкам для деталей програми визначається згідно коефіцієнтів приведення, які враховують різницю в трудомісткості від маси (![]() ), серійності (
), серійності (![]() ), точності (
), точності (![]() ).
).
Загальний коефіцієнт приведення розраховуємо за формулою:
![]()
Значення коефіцієнтів приведення для деталей даного цеху вказано в таблиці 2:
Таблиця 2. Коефіцієнти приведення деталей програми
| № п/п | Позначення деталі | Назва деталі | Коефіцієнт приведення | Загальний коефіцієнт
| ||
|
|
|
| ||||
| 1 | 30.05.25 | Корпус (базова деталь) | 1 | 1 | 1 | 1 |
| 2 | 30.12.04 | Корпус 2 | 1,4 | 0,8 | 1,1 | 1,232 |
| 3 | 30.20.08 | Кришка | 0,9 | 0,9 | 1,0 | 0,891 |
Трудомісткість деталей, на які технологічний процес не розробляється, визначається множенням трудомісткості базової деталі на відповідний коефіцієнт приведення:
![]() ;
;
![]() .
.
Результати зведені в таблицю 3.
Таблиця 3. Трудомісткості обробки всіх деталей програми
| № п/п | Позначення деталі | Назва деталі | Трудомісткість деталі, верстато-годин | Річна програма, шт. | |||
| загальна
| Т6Р13Ф3 | Т ГФ2171С5 | ТИР500ПМФ4 | ||||
| 1 | 30.05.25 | Корпус (базова деталь) | 0,585 | 0,104 | 0,38 | 0,101 | 12500 |
| 2 | 30.12.04 | Корпус 2 | 0,721 | 0,128 | 0,468 | 0,125 | 12500 |
| 3 | 30.20.08 | Кришка | 0,521 | 0,093 | 0,338 | 0,09 | 12500 |
| Σ = | 1,827 | 0,325 | 1,186 | 0,316 | 37500 | ||
спрощено для загальних трудомісткостей по типам обладнання:
| Трудомісткість, верстато-годин | Річна програма, шт/рік | |||
| Загальна
|
|
|
| |
| 1,827 | 0,325 | 1,186 | 0,316 | NΣ = 37000 |
Похожие работы





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
... ії такту потокової лінії i тактів виконання (в безперервному режимі) всіх операцій, пов'язаних із цією лінією. Синхронізація здійснюється в два етапи: Попередня — виконується на стадії проектування потокової лінії (ПЛ). Вона здійснюється завдяки добору, розчленуванню та поєднанню операцій та їх окремих частин так, щоб забезпечити рівномірне завантаження робітників (устаткування), а також добором ...
... Мд – відповідно маса заготовки, відходів і готової деталі, кг.; Цм, Цв – відповідно вартість одного кілограма матеріалу і…, грн.; Пз – річний обсяг випуску деталей, шт. У випадку виробництва на дільниці (в цеху) декількох виробів розрахунок ведеться по кожному виробу окремо. Наприклад, вартість матеріалу на одиницю продукції становить: Вм = 60,7*2,7- (60,7-39)*0,7 = 148,7 грн. Вартість матер ...


... вентиляції і пиловловлення, засоби механізації переміщення плазмотрона і деталі. 3. Технологічначастина 3.1 Проектування технологічного процесу відновлення Використовуємо операції, пов'язані тільки з відновленням кулачків, тобто часткове відновлення кулачків розподільного валу ЗІЛ-130. 3.2 Розробка маршрутної технології 1.Очисна. 2.Контрольно-дефекточна. 3.Термічна. 4.Абразивно ...
0 комментариев