Побудова планів механізму
Кінетостатичне дослідження шарнірно-важільного механізму
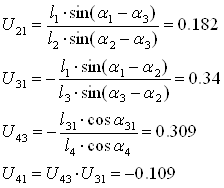
Синтез зубчастої передачі
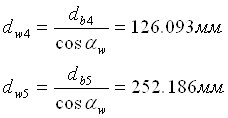
Розрахунок контрольних розмiрiв евольвентного зацеплення
Перевiрка на вiдсутнiсть пiдрiзання
Побудова графіків питомих ковзань
Пiдбiр чисел зубцiв планетарного механiзму
Кiнематичне дослiдження редуктора
Визначення мінімального радіуса центрового профілю кулачка
Навигация
Розрахунок контрольних розмiрiв евольвентного зацеплення
Проектування та дослідження механізму привода конвеєра
29036
знаков
10
таблиц
20
изображений
3.2 Розрахунок контрольних розмiрiв евольвентного зацеплення
Розміри по постійній хорді
![]()
![]()
Відстань від окружності вершин до постійної хорди


Кiлькiсть впадин якi охоплюються скобою:
 приймаемо
приймаемо ![]() =1
=1
 приймаемо
приймаемо ![]() =3
=3
Довжина загальної нормалі
![]()
![]()
Таблиця 3.1 Значення параметрів зачеплення
| Параметр | Нульове | неравнозмiщене |
|
| 14 | 14 |
|
| 35 | 35 |
|
| 5,5 | 5,5 |
|
| 17,279 | 17,279 |
|
| 16,237 | 16,237 |
|
| 38,5 | 38,5 |
|
| 101,75 | 101,75 |
|
| 36,178 | 36,178 |
|
| 95,614 | 95,614 |
|
| 1,58 | 1,289 |
|
| 0 | 0,545 |
|
| 0 | 0,446 |
|
| 20,000 | 24,751 |
|
| 38,5 | 39,838 |
|
| 101,75 | 105,285 |
|
| 140,25 | 145,123 |
|
| 17,279 | 17,279 |
|
| 31,625 | 34,623 |
|
| 94,875 | 97,328 |
|
| 12,375 | 11,798 |
|
| 44 | 46,42 |
|
| 107,25 | 109,126 |
|
| 8,639 | 10,821 |
|
| 8,639 | 10,425 |
|
| 8,639 | 10,07 |
|
| 8,639 | 7,809 |
|
| 9,197 | 11,247 |
|
| 10,969 | 12,647 |
|
| 3,553 | 2,659 |
|
| 4,152 | 4,137 |
3.3 Перевiрка якостi зубцiв та зачеплення
3.3.1 Перевiрка на не незагострення
Вважаючи, що робочi поверхнi зубцiв проектуемих колiс пiдданi термообробцi, пред’являемо наступну вимогу до iх товщини по окружностi вершин :
![]() ,
,
![]() ,
,
![]() ,
,
Виходячи з цього робимо висновок ,що зуб шестернi е незагостреним.
![]() ,
,
Виходячи з цього робимо висновок ,що зуб колеса е незагостреним.
Похожие работы
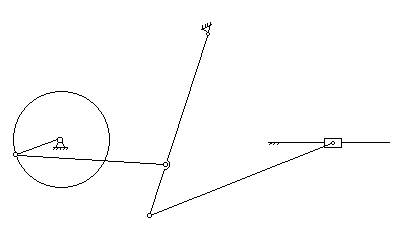
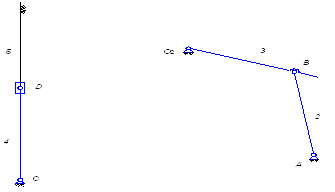
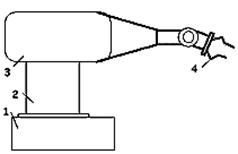
... додатку 1, рисунок 1[14], вариант 5. О2 3 1 О15 А 2 В Д 4 С Рис 1.1.Механізм важіля Механізм важіля складається з п’яти ланок, де ланка ...
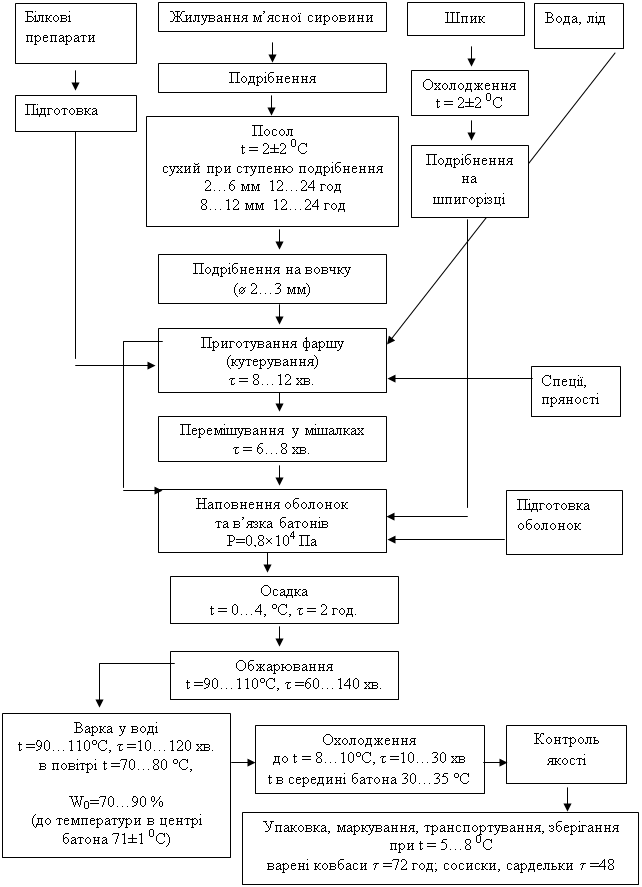
... (ДСТУ, ГОСТам, технологічним інструкціям, тощо). [29] При виборі асортименту врахували місцеві умови і тип підприємства. Співвідношення між окремими видами готової продукції приймаємо згідно Відомчих норм технологічного проектування та з урахуванням того , що варена груп ковбас має найбільший попит у населення.. При виконанні розрахунків ковбасного виробництва обрали груповий асортимент, а потім ...
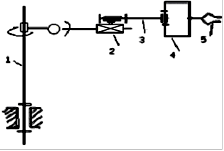
... ,однак для нього характерні суттєві обмеження. Цей метод не потребує застосування універсальних обчислювальних машин, тому він був широко розповсюджений на протязі ряду років, доки введення обчислювальних засобів в промислові роботи настало економічно оправданим. Обмеження цього методу пов’язані з неможливістю використання давачів. Користувач визначає послідовність дій роботів, яка не може мі ...

... розраховується на задану річну продуктивність для кожної стадії. 5.2. Визначення загальних технологічних показників цеху, що проектується: Коефіцієнт використання скломаси (КВС),%; КВС=, (5.1) де А – товарна продукція, т; Е – кількість звареної скломаси, т. КВС=. ...
0 комментариев