Контрольна
Службове призначення верстатного пристрою
Структурний аналіз і синтез компоновок пристрою, вибір оптимальної компоновки пристрою та принципу дії
Остаточний розрахунок пристрою на точність
Розрахунок сили затиску, параметрів приводу
Спеціальні види розрахунків
Опис конструкції та роботи пристрою
Розрахунок контрольного пристрою з гідро-пластмасою
Розрахунок контрольного пристрою на точність
Добір і проектування допоміжних інструментів
Навигация
Добір і проектування допоміжних інструментів
Проектування технологічного оснащення для оброблення деталі "Кронштейн 6464.4700.015"
52760
знаков
1
таблица
8
изображений
2.5 Добір і проектування допоміжних інструментів
До допоміжного інструменту відносяться різні типи втулок (перехідних і розрізних), подовжувачів, вставок, розточувальних оправ і борштанг, оправ для розточування внутрішніх виїмок і рівців, різцетримачів, швидкозмінних патронів і перехідних втулок до них, плавальних патронів і компенсуючих для закріплення мітчиків тощо. Конструктивне виконання допоміжних інструментів залежить від типу шпинделів силових головок, насадок і різних пристроїв. Раціональний вибір його конструкції багато в чому визначає продуктивність технологічного устаткування.
Конструкція допоміжного інструменту повинна забезпечувати надійне закріплення різального інструменту в робочих шпинделях або супортах верстатів, швидку і легку його зміну, можливе регулювання (підналагодження) безпосередньо на верстаті, а також налагодження і підналагодження його на заданий розмір поза верстатом. У ряді випадків допоміжний інструмент підвищує точність механічного оброблювання і розширює технологічні можливості металорізалного устаткування. Наприклад, борштанга з копірним пристроєм дозволяє здійснювати поперечну подачу блока є різцем під час поздовжнього переміщення шпинделя верстата і таким чином розточувати рівці, підрізувати торці тощо. Застосування пружинних компенсаторів забезпечує отримання точних лінійних розмірів в процесі цекування і зняття фасок незалежно від точності включення подачі. Плавальні патрони для розверток і мітчиків усувають вплив неспіввісності шпинделя і похибки індексації заготовки на точність оброблювання тощо.
При виборі допоміжного інструмента для спорядження запроектованого технологічного процесу студент повинен передусім використовувати наявні стандартні і нормалізовані інструменти (стандарт підприємства), потім широко відомі конструкції спеціальних допоміжних інструментів. Проектувати новий спеціальний допоміжний інструмент дозволяється лише в тому випадку, якщо стандартні конструкції не задовольняють або не забезпечують заданої точності та продуктивності. Конструкцію його слід розробляти з врахуванням максимального зменшення основного і допоміжного часу, простоювання устаткування під час заміни та налагодження різального інструмента, розширення технологічних можливостей верстатів і більш повнішого використання їх потужності.
В сучасних багатоінструментальних налагодженнях різальний інструмент використовується разом з допоміжним (блок інструменту). Блокове інструментальне спорядження доцільно застосовувати в умовах великої концентрації різальних елементів і закріплення блоку за допомогою швидкодійних пристроїв. Інструменти з механічним закріпленням багатогранних твердосплавних пластинок також є блоками. Так, наприклад, різець з механічним кріпленням твердосплавної пластинки (різальний інструмент) н держаку з пристроєм для закріплення цієї пластинки (допоміжний інструмент) є блоковим спорядженням.
Технологічне спорядження (у тому числі і допоміжний інструмент) треба проектувати з врахуванням резерву точності. Так, наприклад, якщо точність виготовлюваного виробу характеризується величиною А, розрахункова точність для проектування спорядження повинна складати приблизно 60 – 70% цієї величини.
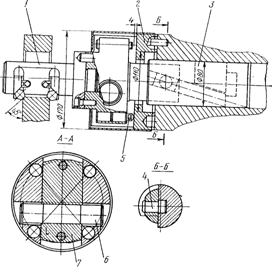 |
Рис. 2.4.1. Спеціальна хитна головка для одночасного двостороннього розточування фасок
Отже технологічне устаткування і технологічне спорядження повинні забезпечувати резерв точності не менше 30 - 40%.
Для ілюстрації на рис. 12.19 наведена конструкція спеціальної коливної головки, призначеної для одночасного двостороннього розточування фасок кривошипної головки шатуна в автоматичній лінії. Влаштована вона таким чином. В паз корпуса 2 вмонтовано хитний на осі 6 тримач 7, до передньої частини якого закріплений різцетримач 1. Задня частина тримаючи закінчується півциліндричним хвостовиком (розріз Г- Г) зі вставленим в ньому пальцем 4. Подача оправи з різцями здійснюється косим пазом (кут 15°) повзуна 3. Величина ходу різццевої оправи обмежується двама регулювальими упорами 5, закрученими в держак.
Цикл роботи головки такий. В початковому положенні держак стоїть на верхньому упорі 5, а ковзун 3 займає крайнє ліве положення. В такому положенні здійснюється швидке підведення стола до упора і витримка на ньому. Різцева оправа при цьому входить в отвір шатуна. Автоматично вмикається головка і подача повзуна вправо. Коли нижній упор держака притиснутий до опори, робочий хід різцевої оправи завершений. Ковзун з пришвидшеним ходом переміщається вліво і ставить держак 7 на верхній упор. Вимикається обертання головки і хід повзуна. Стіл верстата на швидкому ході відводиться в початкове положення.
Застосування такої головки в автоматичній лінії дозволяє позбавитись операції встановлення заново шатунів і таким чином скоротити лінію на один верстат. Застосування як різального інструменту багатогранних неперезагострювальних твердосплавних пластинок з механічним закріпленням (блок інструменту) також скорочує до мінімуму допоміжний час на заміну і налагодження різального інструмента.
Конструкція спеціального допоміжного інструмента виконується у вигляді складального креслення без деталювання в чіткій відповідності з чинними стандартами ЕСКД. Масштаб креслень витримується як М1:1. Специфікація складається на форматі А4 за стандартом ГОСТ 2108-68 і поміщається в пояснювальну записку. Проектування ведеться з максимальним застосуванням нормалей і стандартів на деталі пристроїв, елементи різальних інструментів тощо. В записці пояснення наводиться повний розрахунок на міцність особливо навантажених деталей і розрахунок точності пристроїв. Дається короткий опис пристрою і експлуатації допоміжних інструментів.
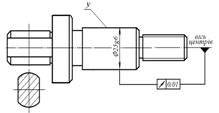
Рис. 2.4.2. Ескіз до розрахунку точності оправи
Література
1. Мельников Г.Н., Вороненко В.П. Проектирование механосборочных цехов. – Москва: Машиностроение, 1990. – 352 с.
2. Канарчук В.Е., Токаренко В.М., Балабашов А.Н. Основы проектирования и реконструкции механических цехов и участков машиностроительных и ремонтных производств. – Киев: Вища школа, 1988. – 224 с.
3. Справочник технолога-машиностроителя. В 2-х т. Т.1 / Под ред. В.М. Кована. – Москва: Машгиз, 1963. – 887 с.
4. Божидарнік В.В, Григор’єва Н.С., Шабайкович В.А. Технологія виготовлення деталей виробів: Навчальний посібник. – Луцьк: Надстир’я, 2006. – 592 с.
5. Вибір методів отримання заготовки та їх техніко-економічне обґрунтування. Методичні вказівки та завдання для виконання практичних занять з дисципліни “Технологічні методи виробництва заготовок деталей машин” для студентів спеціальності 7.090202 “Технологія машинобудування” усіх форм навчання / Укладачі: Кук А.М., Кирилів Я.Б. – Львів: Вид-во Нац. ун-ту “Львівська політехніка”, 2005. – 42 с.
6. Размерный анализ технологический процессов обработки / И.Г. Фридлендер, В.А. Іванов, М.Ф. Барсуков, В.А, Слуцкер; Под общ.ред. И.Г. Фридлендера. – Ленинград: Машиностроение, 1987. – 141 с.
7. Нормування технологічних процесів складання. Методичні вказівки до практичного заняття з дисципліни “Технологія машинобудування” для студентів спеціальності 1201 “Технологія машинобудування” усіх форм навчання / Укладач: Литвиняк Я.М. – Львів: Вид-во Держ. ун-ту “Львівська політехніка”, 1996. – 41 с.
8. Общемашиностроительные нормативы режимов резания и времени для технического нормирования. – Москва: Машгиз, 1965.
9. Общемашиностроительные нормативы времени вспомогательного времени и времени на обслуживание рабочего места на работы, выполняемые на металлорежущих станках. Массовое производство. – Москва: Машиностроение, 1974. – 136 с.
10. Общемашиностроительные нормативы времени на слесарно-сборочные работы при сборке машин (массовое и крупносерийное производство). – Москва: ЦБПНТ, НИИТ, 1973. – 148 с.
11. Общемашиностроительные нормативы времени на слесарно-сборочные работы. Серийное производство. – Москва: Машгиз, 1964.
12. Технологичность конструкции изделия: Справочник / Ю.Д. Амиров, Т.К. Алферова, П.Н. Волков и др.; Под общ. ред. Ю.Д. Амирова. – Москва: Машиностроение, 1990. – 768 с.
13. Справочник машиностроителя. В 6-и т. Т.5 / Под ред. Э.А. Сателя. – Москва: Машгиз, 1956. – 760 с.
14. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. В.М. Кована. – Москва: Машгиз, 1963. – 726 с.
0 комментариев