ПРОЕКТИРОВАНИЕ КОМПЛЕКТА ОДЕЖДЫ
Техническое задание
Техническое предложение
Разработка эскиза модели
Выбор материалов
Эскизный проект
Конструкция узлов деталей технического проекта. Расчет эффективности выбранных методов обработки и оборудования
Обоснование методов обработки
Метрология и стандартизация
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ И ЭКОЛОГИЯ
Гражданская оборона
МЕТОДИЧЕСКАЯ ЧАСТЬ
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Расчет величины машинного времени
Затраты на материалы и прочие отчисления
Навигация
Конструкция узлов деталей технического проекта. Расчет эффективности выбранных методов обработки и оборудования
Разработка проектно-конструкторской документации на комплект женской одежды для средней возрастной группы (с изготовлением изделия)
124534
знака
37
таблиц
9
изображений
1.6.1 Конструкция узлов деталей технического проекта. Расчет эффективности выбранных методов обработки и оборудования
В качестве исходных данных приняты методы изготовления изделий и оборудования в действующим потоке. Для сравнения используются методы передовых отечественных и зарубежных предприятий. Для обоснования затрат времени изготовления наиболее сложных узлов изделия проводится сравнительный анализ их трудоёмкости и оценка эффективности рекомендуемого метода.
Предпочтение отдается методам, способствующим в первую очередь повышению качества изготавливаемого изделия. Снижению их трудоёмкости, материалоёмкости, применению перспективного и современного оборудования.
Расчет показателей приводится по следующим формулам:
1.Степень механизации труда:
Сmex=Пmex/П,( 1.1 )
гдеПmex - количество механизированных операций по последовательности обработки узла;
П – общее кол-во операций в последовательности обработки узла.
2.Снижение затрат времени:
Сзвр= Ту –Тпр / Тух100%, ( 1.2 )
гдеТу – трудоёмкость обработки узла в действующем потоке;
Тпр – трудоёмкость обработки узла в проектируемом методе.
3.Рост производительности руда:
Пт = Ту – Тпр /Тпрх 100%. ( 1.3 )
После окончательного выбора методов обработки и оборудования в разделе приводятся сборочные схемы узлов изделия, а также характеристика рекомендованного оборудования для сборки изделия и влажно – тепловой обработки изделия (табл.14).Характеристика оборудования для ниточного соединения деталей и изделий представлена в табл. 13.
Таблица 13 Характеристика оборудования для ниточного соединения деталей и изделий
| Оборудование, предприятие изготовления | Тип или класс машины | Мax частота гл. вала | Длина стежка мм. | Механизм переме – щения материала | Иглы | Толщи-на пакета, мм. | Технологическая операция оборудования |
| Одноигольная стачивающая машина. Ао "Орша"-Белорусия | 131- 12+3 | 5000 | 1.7- 4.0 | Нижний реечный транс- портер | 90- 100 | 4 | стачивание деталей из средних ткани костюмных челночным швом |
| М-на шв. 1622кл ОЗ "Легмаш" | 3536- 24/54 | 4000 | 2.0 | Специаль ный | 100- 110 | 5 | для прокладыва-ния силков на деталях кроя верхней одежды |
| Машина Шв. Выме- Точная 2222кл. ОЗ "Лгмаш" | 483-G | 6000 | 1.7- 4.5 | нижняя | 75, 90, 100 | 5 | выполнение сметочных, заметочных, выметочных работ: прокладывание ниток по мело-вым линиям |
| Машина- полуавтомат 62761- РЗZкл. "Минерва" (ЧССР) | 73 401-РЗ | 4000 | 6-37 | нижняя | 90-100 | 3-4 | выполнение фигурных петель с глазком и поперечной закрепкой. |
| Полуавтомат для изготовления прямых петель Ф "JUKU" | LBH- 780U | 5000 | - | нижняя зубчатая рейка | OP 5# 11 #14 | 3 | изготовление петель прямыхнаизделии |
| Машина шв. двухигольная пятиниточного стежка | 51- 2845* 4.8 | 3500 | 1.5- 4.0 | нижняя зубчатая рейка | 90, 100, 110. | Шир. Обмет. 3-6мм. | стачивающее- обметочная |
| Машина- полуавтомат для пришивания пуговиц. Ф. "PFAFF" | 3306- 15/12. | 5000 | 9-24 | нижняя | ОР 3#11 #14 | пришивает пуговицы с двумя и четырь-мя отверстиями челночными стежками, диам. Пуговицы 15-35мм. |
Таблица14 Характеристика оборудования для влажно – тепловой обработки и склеивания
| Вид оборудования, предприятие изготовитель | Усилие прессова-ния. КН. | Тип привода | Способ нагревания подушки | Температура нагрева подушки | Выполненная операция | ||
| верх | нижн | верх | нижн | ||||
| Пресс 318АВ "Зюсман" | 20 | Электро- механич | электр | паровой | 80 - 90 | 105- 110 | Разутюживание, дублирование, заутюживание, приутюживание сутюживание посадки, деталей изделия. |
| Пресс легкий гладильный ПЛГС, Легмаш | 6.3 | гидравли-ческий | электри-ческий | паро-вой | 100- 200 | 105- 110 | Разутюживание срезов, заутюживание |
| Пресс СS-363кл. Паннония | 30-100 | электричес-кий | электри-ческий | пар-вой | 80-100 | 150-160 | Дублирование полочек и других деталей одежды внутр процессная и окончат ВТО |
| Отпарочный аппаратАОБ-3 ГЗ "Легмаш" | 20-30 | электричес-кий | - | паро-вой | 90-100 | - | Снятие лас с готового изделия |
| Утюг электро паровой УПП-5М ОЗМ | - | электричес-кий | - | паро-вой | - | 90-110 | Внутри процессная окончательная ВТО деталей изделия |
| Щетка ЭЩП-ОДМ-1 для чисткиизделий | - | - | - | - | - | - | Чистка готовых изделий |
| Пульвери- затор П-3 ГЗ "Легмаш" | - | - | - | - | - | - | Увлажнение ткани при ВТО |
| Приспособле-ние для вывертывания | - | - | - | - | - | - | Вывертывания уголков воротников, манжет, клапанов, и. т.д. |
| Откидная направляющая линейка 916721/30519244703600 Прокладывание отделочных строчек по краям деталей. | |||||||
| Комплект утюжильных колодок: универсальна для приутюживания: прямых швов, швов рукавов, швов обтачивания, плечевых швов и шва втачивания воротника в горловину. | |||||||
Таблица15 Анализ методов обработки воротника
| Наименование неделимой операции | Действующая | Рекомендованная | ||||
| спец. разряд. | затраты времени | обору-дование приспо-собленя | спец.разр | затраты времени | оборудова-ние приспо-собленя | |
| Стачивание нижнего воротника из двух частей | м/2 | 17 | 1022.к | м/2 | 14 | пресс |
| Разутюживание шва стачивания нижнего воротника | п/2 | 24 | С29н | м/2 | 20 | пресс |
| Обделка и обрезка нижнего воротника. | р/3 | 54 | Мел, ножницы | р/3 | 45 | Ножницы |
| Наделка линии обтачивания воротника | р/3 | 23 | Мел | р/3 | 19 | Мел |
| Обтачивание нижнего воротника верхним воротником | м/4 | 80 | 297кл | м/4 | 67 | 2222кл |
| Выворачивание воротника на лицевую сторону и выправление в углах Взметывание воротника по отлету и концам | р/3 с/н | 2272 | - 1022 | р/2 с/4 | 1860 | - 2222кл |
| 292 | 243 | |||||
Таблица16 Анализ прорезного кармана с клапаном
| Наименование неделимой операции | Действующие | Рекомендуемое | ||||
| Спец разряд | Затраты времени | Оборудование и приспособления | Спец разряд | Затраты времени | Оборудов. приспсобл | |
| Сдублировать клапаны с прокладкой | п/4 | 30 | Сs-394 | п/4 | 25 | 318 АВ "зюсман" |
| Обтачать клапан | м/4 | 94 | 297кл | м/4 | 79 | 2222кл |
| Высечь припуски, вывернуть клапан | р/3 | 50 | ножницы | р/3 | 42 | ножницы |
| Проутюжить клапан | у/3 | 62 | СS-394 | у/3 | 52 | 318 АВ "зюсман" |
| Нанести на клапан линии притачивания | р/3 | 45 | мел | р/3 | 38 | мел |
| Притачивания клапанов, подзоров к полочкам с одновременным разрезанием входа в карман | м/5 | 137 | 297кл | м/5 | 114 | 2222кл |
| Разрезание полочек в концах карманов. | р/4 | 30 | ножницы | р/4 | 25 | ножницы |
| Разутюживание швов притачивания обтачки перегибая подкладку в сторону изнанки | У/4 | 106 | CS-394 | у/4 | 88 | 318 АВ "зюсман" |
| Притачивание подкладки с подзором по шву притачивания клапанов | м/4 | 55 | 297кл | м/4 | 46 | 2222кл |
| Настрачивание верхней рамки с закреплением концов поперечной строчкой | м/4 | 76 | 297кл | м/4 | 63 | 2222кл |
| Стачивание подкладки карманов | м/3 | 60 | 297кл | м/3 | 50 | 2222кл |
| 745 | 622 | |||||
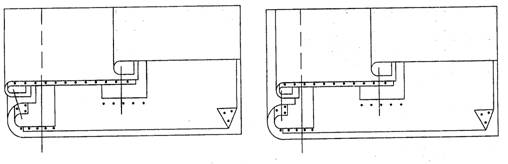
Схема обработка прорезного кармана с клапаном приведена на рис. 6.
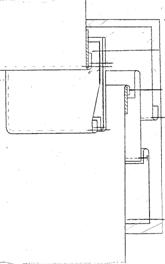
Рис. 6 Схема обработка прорезного кармана с клапаном
Детали:
0.1-полочка
0.2-долевик
0.3-клапан
0.4- прокладка клапана
0.5-подклапон
0.6-подзор
0.7-обтачка
0.8-подкладка кармана.
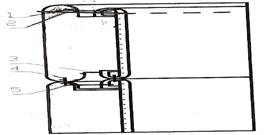
Схема обработки воротника приведена на рис. 7.
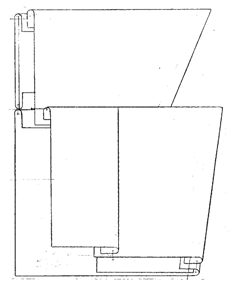
Рис.7 Схема обработки воротника.
Детали:
01-полочка
02-подборт
03-нижний воротник
04-прокладка нижнего воротник
05-верхний воротник
06-подкладка
07-прокладка полочки.
Произведем расчеты:
1.Снижение затрат времени по изделию:
Сзвр = Тд – Тпр / Тд х 100%;
Сзвр = 6037,3 -5807,3 / 6037,3 х100%=3,8%.
2. Производительность труда:
Пт = Ту – Тпр /Тпр х 100%;
Пт = 6037,3 – 5807,3 /5807,3 х 100% = 3,9%
3.Степень механизации труда:
Сmex = Пmex /П;
Сmex = 104/141 = 0,73.
Таблица 17 Показатели эффективности методов обработки
| Показатели эффективности сравниваемых методов обработки узла | Ед. изм. | По узлам | По изделию | ||
| в дейст. потоке | проектиру-емом | в дейст. потоке | проектиру-емом | ||
| 1. Затраты времени 2. Количество неделимых операций 3. Степень механизации 4. Степень затрат времени 5. Рост производительности труда | С Ед % % % | 1387 32 0,5-0,6 - - | 1157 32 0,75 16,5 19,8 | - 141 0,5-0,6 - - | - 141 0,73 3,8 3,9 |
Похожие работы
... Пyi, рассчитывается по формуле: (3) Где М - суммарная максимально возможная оценка показателя, М= Зхп. По результатам практики, по каталогам и журналам мод приведены эскизы женских брюк. Представлено 8 моделей из разнообразных тканей. Анализ моделей проведён в табл. 1 № п/п Наименование требований Номера моделей аналогов Суммарная оценка Сji, баллы % удовлетворён ности Пyj ...
... П3 и П6 с чертежа переда и спинки. Нижний воротник Срез втачивания в горловину Соответствие вершине горловины спинки. ТЕХНИЧЕСКОЕ ОПИСАНИЕ на образец-модель для изготовления одежды по индивидуальным заказам по образцам Жакет женский Рекомендуемые размеры: Рост 164-176 Обхват груди 84-92 Полнотная группа – вторая Описание базовой конструкции Жакет женский малообъемной формы по ...
... в списке литературы [1,26,27,28,29,30,31,32]. 1.1.2 Определение исходных данных для проектирования Заданием дипломного проекта является «Разработка базовой конструкторской документации на женское нарядное платье для изготовления в условиях ЗАО «Домино» на индивидуального потребителя с учетом его внешнего облика». Женское платье парадно-выходного назначения, изготавливается на индивидуального ...
... рациональные методы обработки деталей и узлов изделия, современное оборудование и его технологические возможности, организацию производства. Учитывая тенденции моды на 2008 - 2009г. и вышеуказанные данные для разработки проектно - конструкторской документации, из журналов мод выбираем шесть моделей зимнего пальто. Все эти модели предназначены для узко сложенных женщин, средней возрастной группы с ...
0 комментариев