Навигация
Характеристика песчано-глинистой смеси (стержневой) для отливки зубчатого колеса
16991
знак
7
таблиц
4
изображения
10. Характеристика песчано-глинистой смеси (стержневой) для отливки зубчатого колеса
Таблица 5.
| Состав смеси | |||||||||
| Зерновая часть, % | Связывающ. мат. и вес зерновой части смеси | Зерновая основа | Влажность | Глиностерж. | Газопроницаемость во влажном состоянии | Предел прочности | |||
| Смеси, % | По весу, % | ||||||||
| Кварцевого песка | Глины | Неводные материалы | Водные материалы сульфатно-смертного барда, удельный вес | При сжатом влажном состоянии | При разрыве в сухом состоянии | ||||
| 96 – 97 | 3 - 4 | 2,0 - 4,0 | 2,5 - 3,5 | 50 - 100 | 3,5 - 4,5 | 4 - 7 | min 100 | 0,1 - 0,2 | 4 |
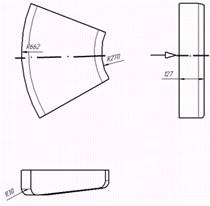
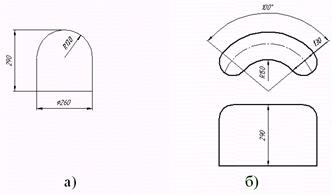
11. Эскиз детали и технологичность конструкции
колесо зубчатое
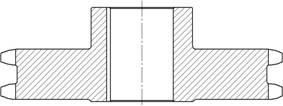
Рисунок 1.
Назначение:
1. Отливки третей группы сложности.
2. Внешнее очертание и конструкция литой детали простые, модель и форму для неё можно изготовить с одним плоским разъёмом; части модели легко извлекаются из формы. Это можно проверить с помощью метода теневого рельефа.
3. По характеру внутренних полостей и отверстий в отливке применяется стержень простой формы.
4. Толщина стенки назначается наименьшей, но обеспечивающий необходимую прочность детали;
5. Чтобы исключить осыпание формовочной смеси в углах модели при её извлечении из формы, выполняют округление при сопряжении стенок отливки.
6. Отливку в форме располагают так, чтобы затвердевание начиналось в тонких местах, постепенно распространяясь на более толстые и заканчивается в прибылях установленных на самых массивных местах.
7. Вся отливки располагается в нижней опоке, во избежание перекоса и других дефектов. Положение отливки в форме должно обеспечивать применение min качества стержней, обрабатываемые поверхности ответственного назначения располагаются в нижней части формы.
8. Количество разъёмов должно быть минимальным. В данном случае имеется 1 разъём, а поверхность разъёма плоская.
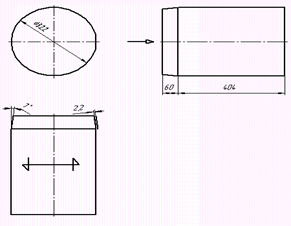
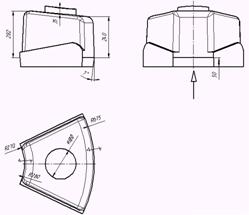
12. Выбор положения отливки в форме и плоскость разъёма модели и формы
Решение вопроса о положении отливки производится с учётом требований равномерного и направленного затвердевания металла. Необходимо так же учесть, что положение отливки в форме должно обеспечивать удобство изготовления и сборки формы.
Всю отливку рекомендуется расположить в одной (нижней) опоке во избежания перекосов, смещений и других факторов. По данной рекомендации и учитывая совокупность требований, получаем:
• положение отливки горизонтально;
• применяется 1 стержень;
• отливка располагается в верхней и нижней опоках.
Похожие работы





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...
... заданного качества при минимальных затратах. 1.4 Выбор положения отливки в форме и назначение разъема модели и формы Разработка литейной технологии начинается с выбора положения отливки в форме, при котором после заливки форм происходят процессы кристаллизации металлов, обеспечивающие получение плотной и однородной отливки. Выбор правильного расположения отливки в форме имеет принципиальное ...

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...
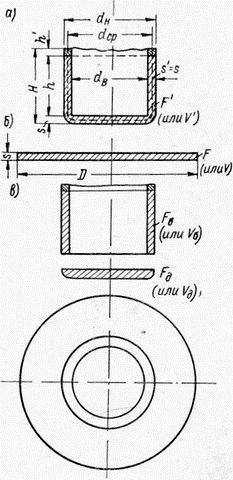
... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
0 комментариев