Навигация
Припуски на механическую обработку и технологически припуски отливки
16991
знак
7
таблиц
4
изображения
13. Припуски на механическую обработку и технологически припуски отливки
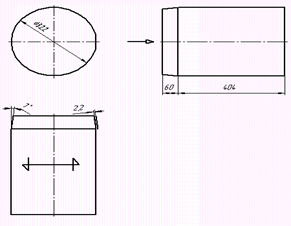
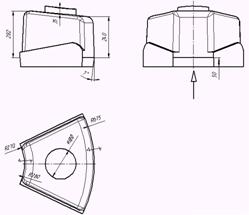
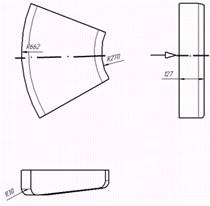
Припуск на механическую обработку -дополнительный слой металла, который удалится в процессе механической обработки, чтобы обеспечить заданную точность и качество поверхности отливки. Припуск на механическую обработку зависит от материала отливки, способа ее изготовления, расположения отливки в форме и наибольшего габаритного размера литой детали.
Припуск зависит от класса точности и при наибольшем размере 402,5 мм, по таблице ПЗ принимаем следующие припуски на механическую обработку: 3 мм на сторону внешнюю и 2 мм на все остальные.
Технологический припуск применяется для упрощения и облегчения процесса изготовления отливки. В данном случае назначаются формовочные уклоны (для удобства извлечения модели из формы без разрушения её), напуски (для упрощения изготовления отливки и назначаются взамен электронов, которые не выполняются при литье).
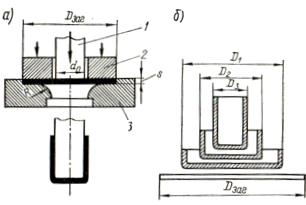
14. Выбор стержней
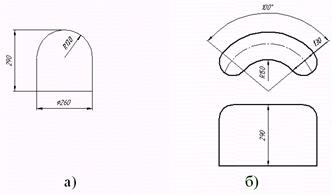
Для получения крупных отверстий и полостей в отливке применяются, стержни места соединения литейной формы со стержнем называются знаковыми частями (знаками). Их функция заключается в обеспечении правильного и устойчивого положения стержня в форме.
Размеры знаков стержней и зазоры между знаками стержней и модели принимают по ГОСТ 3606-80. Размеры знаков имеют важное техническое значение. Они определяются удобством сборки формы, требованием точной фиксации, а также с учётом действующих на стержень усилий при заливке.
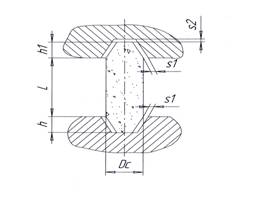
Рисунок 2.
Таблица 6.
| Высота знака | h1 | 35 |
| h | 35 | |
| Длина стержня | L | 135 |
| Зазоры | S1 | 2,1 |
| Зазоры | S2 | 2,1 |
| Диаметр стержня | Dc | 85 |
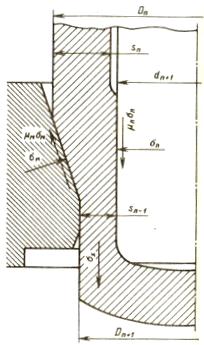
15. Формовочные уклоны
Формовочные уклоны модельного комплекса служат для удобства извлечения модели из формы без ее разрушения и для свободного удаления стержня из стержневого ящика. Уклоны выполняют в направлении извлечения модели из формы. Величина уклона зависит от материала модели, способа изготовления отливки и высоты боковой поверхности и составляет 0,5-3.
Величина уклонов зависит от размеров и места расположения поверхности.
Принимаем деревянный модельный комплект по ГОСТ 3212-80 (табл. П9).
Формовочные уклоны осн. Формообразующих поверхностей модельного комплекта для применения песчано-глинистой смеси.
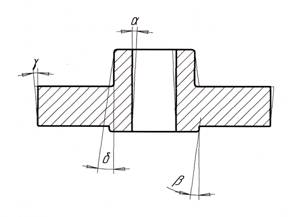
Рисунок 3.
| Высота | Формовочный уклон | ||
| поверхности, | модельного комплекта | ||
| мм | |||
| H | 148 | 32’ | |
| h1 | 9,9 | 2o17’ | |
| h2 | 88 | 32’ | |
| h3 | 6,5 | 43' | |
Похожие работы





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...
... заданного качества при минимальных затратах. 1.4 Выбор положения отливки в форме и назначение разъема модели и формы Разработка литейной технологии начинается с выбора положения отливки в форме, при котором после заливки форм происходят процессы кристаллизации металлов, обеспечивающие получение плотной и однородной отливки. Выбор правильного расположения отливки в форме имеет принципиальное ...

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...
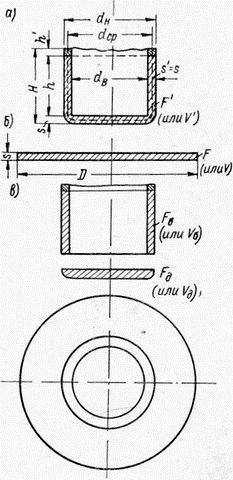
... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
0 комментариев