Навигация
16. Прибыли и выпоры
Прибыли применяются при изготовлении отливок из стали. Прибыль - специальный технологический прилив к поверхности отливки, затвердевающий позднее самой отливки. В прибыли формируется усадочная раковина, поэтому применение прибылей позволяет получить отливки без усадочных дефектов. Прибыли различают по месту расположения: верхние, боковые; по конфигурации: открытые, закрытые; по способу заливки: проточные, сливные, независимого действия; по способу воздействия на металл, для его перемещения в отливке: гравитационные, газовые, атмосферные; по условию обогрева: обычные, утеплённые, подогревные; по способу отделения от отливок: отрезаемые и отбиваемые. Форма прибылей определяется геометрией питательного теплового узла.
17. Требования при конструировании прибылей
Прибыль должна застывать позже отливки и обеспечивать в течении всего периода затвердевания достаточное питание теплового узла. Прибыль следует размещать по возможности в верхней части отливки с тем, чтобы она выполняла ещё и выпора. Конструкция прибыли должна обеспечивать удобства формовки и удаления её при обработке отливки.
Выпоры предназначены для вывода воздуха и газа из плоскости формы при заливке. Их используют также для уменьшения динамического давления металла на форму.
Выпоры используют для питания отливки жидким металлом в процессе её затвердевания. В выпоре образуется усадочная раковина, при кристаллизации высота выпора равна высоте верхней опоки.
18. Литниковая система
Литниковая система – это система каналов, через которые расплавленный металл подводят в полость формы. Литниковая система должна обеспечивать заполнение литейной формы с необходимой скоростью, задержание шлака и других неметаллических включений, выходов паров и газов из полости формы, непрерывную подачу расплавленного металла к затвердевающей отливке.
19. Расчёт литниковой системы
Расчёт является определением размеров основных элементов литниковой системы: питателя, коллектора, стояка.
М=1,3*m,
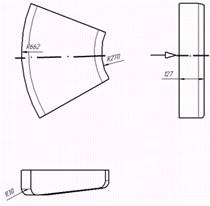
М — масса отливки с учётом припусков на механообработку и технологических припусков, но без прибылей и выпоров. Для определения массы отливки m определим её объём и умножим на плотность сплава.
m=р*V
р = 7800 кг/м3 (плотность легированных конструкционных сталей).
V=V1+V2+V3
V1= *l1*(R12-R22)
V2= *l3*(R22-R32)
V3= *L*(R32-r12)
V= *(l1(R12-R22)+ l3(R22-R32)+ L(R32-r12)=0.0051 м3
m = 7800*0.0051 = 39,43 кг
M = 1,3*39,43 = 51,26 кг
Определим:
1) плотность жидкого металла =7800 кг/ м3
2) коэффициент расхода литниковой системы, зная толщину стенки t=64,8 мм ( =0,3)
3) время заполнения формы металлом =19,4 (с)
4) расчётный напор жидкого металла при заливке формы
Нст - высота стояка над питателем, мм;
Hom - общая высота отливки;
h - высота отливки выше места подвода металла (высота отливки над питателями), м.
Нст = 0,1 (м);
Hom = 0,077 (м);
h= 6,2 мм = 0,0062 (м);
Нр = 0,1 (м)
В итоге получаем
Fnum = 385,53 мм2
Fпит = 192,7 мм2
Соотношение площадей поперечных сечений всех элементов литниковой системы можно принять следующим:
Fпит: Fл.х: Fст=1:1,1:1,2 ;
Где Fл.х. - площадь сечения литникового хода (коллектора или шлакоуловителя).
Fл.х = 192,7*1,1 = 212,04 мм2. .
Fст = 385,53 = 520,46 мм2.
20. Литниковая система
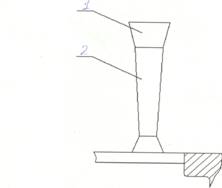
Рисунок 4. 1-чаша (воронка). 2-стояк.
Список используемой литературы
1) М.Д Харчук, В.И. Черменский, Г.А. Сидоренко. Методические указания к курсовому проекту по разделу «Литейное производство», 1985.-30 с.
2) А.М. Дальский, Н.П. Дубинин, И.А. Артюнова и др. Технология конструкционных материалов: учебник для машиностроительных специальностей вузов, 2-е., перераб. и доп. – М.: Машиностроение, 1985.–488 с., ил.
3) А.И. Чегаев. Основы прогрессивных технологий: Учебное пособие. Екатеринбург: Изд-во Урал. гос. экон. ун-та, 1999.-155 с.
4) В.Н. Журавлев, О.И. Николаева. Справочник Машиностроительные детали. - М.: Машиностроение, 1999.-480 с., ил.
5) А.П. Емильянова. Технология литейной формы: Учебное пособие. М.: Машиностроение, 1979.-240 с., ил.
Похожие работы





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...
... заданного качества при минимальных затратах. 1.4 Выбор положения отливки в форме и назначение разъема модели и формы Разработка литейной технологии начинается с выбора положения отливки в форме, при котором после заливки форм происходят процессы кристаллизации металлов, обеспечивающие получение плотной и однородной отливки. Выбор правильного расположения отливки в форме имеет принципиальное ...

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...
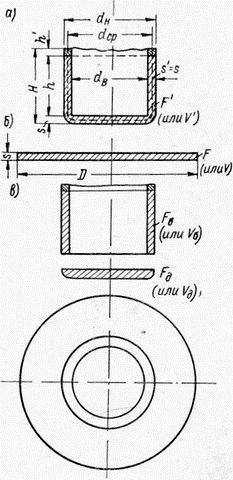
... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
0 комментариев