Навигация
Анализ требований к геометрическим параметрам поверхностей детали
32487
знаков
2
таблицы
1
изображение
1.2 Анализ требований к геометрическим параметрам поверхностей детали
На рис.1 дан эскиз детали с нумерацией поверхностей. Для анализа детали по механически обрабатываемым поверхностям составляем таблицу, в которую сводим данные с каждой поверхности и методы механической обработки, с помощью которых возможно обеспечение этих требований.
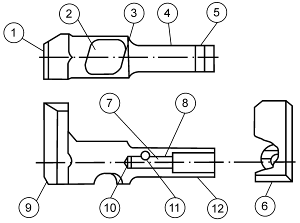
Рис.1. Эскиз деталей поверхности.
Результаты анализа приведены в таблице 1.
Результаты анализа технических требований, предъявляемых к детали, приведены в таблице 2.
Таблица 1.
Анализ требований по точности и шероховатости поверхностей детали.
| № | Наименование поверхности | Основной размер, мм | квалитет | Отклонение, мм | Ra | Механическая обработка поверхности |
| 1 | Торец левый | L=10.5 | h12 | -0.18 | 10 | Фрезерование черновое |
| 2 | Выемка | L=9.8 | H11 | +0.11 | 10 | Фрезерование черновое |
| 3 | Выемка, правая граница | L=24 | H11 | +0.13 | 10 | Фрезерование черновое |
| 4 | Ступень цилиндрическая | d=8 | d11 | -0.05 -0.15 | 2.5 | Наружное обтачивание черновое, шлифование круглое получистовое |
| 5 | Поверхность цилиндрическая | L=2 d=8.05 | h9 | -0.03 | 2.5 | Наружное обтачивание черновое, шлифование круглое получистовое, чистовое |
| 6 | Торец левый | L=13 | h14 | -0.43 | 10 | Фрезерование черновое |
| 7 | Отверстие глухое | d=2.6 | H11 | +0.06 | 2.5 | Сверление, растачивание черновое, получистовое и чистовое |
| 8 | Отверстие (с правого торца) | d=5.8 | H9 | +0.25 | 2.5 | Сверление, зенкерование черновое, развёртывание получистовое |
| 9 | Торцы (габаритный размер по длине) | L=49.2 | h11 | -0.17 | 10 | Подрезка торцов черновая, получистовая и чистовая |
| 10 | Отверстие (левая граница) | d=2.6 L=22.7 | H11 | +0.14 | 2.5 | Сверление, развёртывание получистовое |
| 11 | Отверстие (перпендикулярное оси заготовки) | d=2.05 | H12 | +0.12 | 10 | Сверление |
| 12 | Ступень цилиндрическая | d=8 | f9 | -0.013 -0.049 | 2.5 | Шлифование круглое получистовое, чистовое |
Таблица 2.
Анализ технических требований по точности положения поверхностей детали.
| № | Наименование и номер поверхности | Параметр | База | Допуск, мм | Метод достижения |
| 1 | Отверстие глухое 7 | Несоосность | 8,12 | 0,05 | Сверление, развертывание получистовое |
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
... резания, обеспечивающих как производительность, так и требуемую точность, и качество производимой продукции. 1. Разработка технологического процесса сборки 1.1Анализ служебного назначения изделия и технологичность его конструкции Приспособление предназначено для определения величины биения оси пружины. Величину биения замеряем с помощью индикатора. Приспособление достаточно простое в ...


... включает в себя такие детали как: корпус, верхняя и нижняя формовочные плиты, захваты, пуансонодержатель, направляющие колонки и втулки, крепежные детали.[3] Схема маршрутно-технологического процесса изготовления детали методом порошковой металлургии 1.1 Термическая обработка пресс-формы С целью увеличения прочности и износостойкости деталей пресс-формы проводят термическую обработку. ...
0 комментариев