Обзор состояния вопроса и постановка задачи на дипломное проектирование
Постановка задачи на дипломное проектирование
Расчет коробки скоростей
Выбор третьего варианта
Расчет и построение свертки коробки скоростей
Расчет на прочность шпонок и шлицевых соединений
Динамический анализ
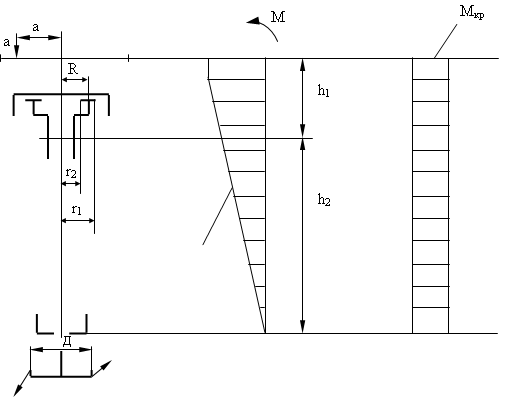
Проектирование стойки станка
Расчет необходимого количества оборудования и его загрузки
Расчет годовых затрат на электроэнергию
Безопасность труда
Навигация
Постановка задачи на дипломное проектирование
Реконструкция горизонтально-расточного станка повышенной жесткости
123933
знака
4
таблицы
19
изображений
1.4 Постановка задачи на дипломное проектирование
Рассматривая приведенные выше доводы, становится ясно, что вопрос модернизации и реконструкции устаревшего парка металлообрабатывающих станков носит актуальный характер. Учитывая перечисленный объем номенклатуры новейших изделий и отдельных узлов для металлообрабатывающих станков, направления модернизации оборудования могут быть очень разнообразны, и из этого разнообразия владелец самостоятельно определяет, какой вид реконструкции ему нужно провести для повышения производительности и качества обработки оборудования.
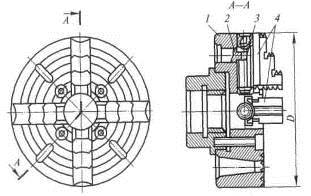
Задачей этого дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости. За базу выбран горизонтально-расточной станок модели 2А622. Для повышения жесткости предусматривается изменение несущей системы станка. Так же предусматривается изменение обрабатывающих характеристик. В совокупности эти изменения должны повысить производительность и качество обработки изделий данной моделью металлообрабатывающего станка.
2. Реконструкция горизонтально-расточного станка модели 2А622
2.1 Обоснование реконструкции станка
В настоящее время в российской промышленности имеется большой парк морально и физически устаревших координатно-расточных станков моделей 2А450, 2Д450, 2Е450, 2А620, 2А622 и их модификаций производства нашего завода. Возраст этих станков достигает 30-40 лет, поэтому их конструкционные решения не отвечают современным требованиям, предъявляемым к станкам. Кроме того, высокий износ узлов и потеря точностных параметров вызывают проблемы с их эксплуатацией. Всё это требует обновления станочного оборудования, но большинство предприятий в современной экономической обстановке не имеют для этого достаточных средств. Поэтому в данных условиях экономически целесообразно производить модернизацию имеющегося оборудования, в результате чего потребитель получает современный станок, в конструкции которого воплощён наш многолетний опыт производства станков, соответствующий всем требованиям к точности (для данного станка), оснащённый современными комплектующими и системами управления. При этом заказчик, сдав станок на модернизацию, может не ждать когда пройдёт весь производственный цикл модернизации станка, а получить модернизированный станок данной модели (или станок другой модели) из имеющегося на заводе задела по станкам. При этом из цены приобретенного станка вычитается оценочная стоимость сданного станка.
Основными составляющими модернизации координатно-расточных станков c ручным управлением в общем случае являются:- установка электронной отсчётно-измерительной системы, включающей в себя фотоэлектрические преобразователи линейных перемещений типа ЛИР и устройство цифровой индикации взамен оптических отсчётных устройств;
- использование программируемого контроллера для построения схемы электроавтоматики станка взамен релейной схемы управления;
- шариковые винтовые пары и регулируемые высокомоментные электродвигатели постоянного тока в приводах перемещений стола и салазок взамен зубчато-реечных передач, простых регулируемых электродвигателей постоянного тока и червячных редукторов;
- установка пневмозажимов стола и салазок вместо электромеханических зажимов;
- механизация перемещения шпиндельной коробки;
- применение конструкции привода перемещения гильзы с регулируемым двигателем постоянного тока.
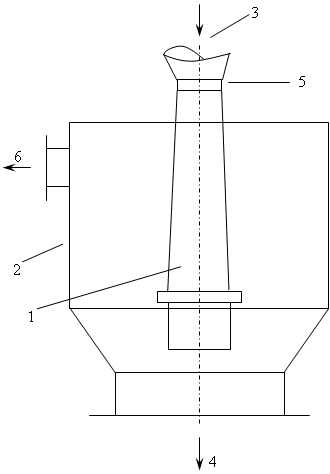
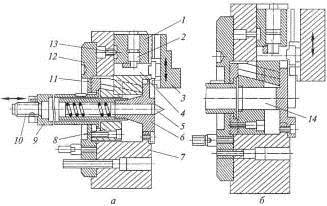
2.2 Компоновка станка повышенной жесткости
Реконструкция данной модели предусматривает проектирование новой стойки и коробки скоростей. За счет замены этих основных частей происходит повышение жесткости станка и как следствие возможность изменений режимов резания, что в свою очередь ведет к повышает производительности.
2.3 Обоснование повышенной производительности станка (режимы резания)
На производительность станка в большей мере влияют режимы резания. При проведении реконструкции происходит повышение частоты вращения шпинделя с 1250 об/мин (у базовой модели) до 2550 об/мин (у модернизированного станка). Изменение частоты обосновывается возможностью использования наиболее прогрессивных режимов резания при помощи новейшего инструмента. Расчет режимов резания на максимальной частоте производится при наиболее возможных жестких режимах работы станка.
2.3.1 Выбор режимов резания:
Величину подачи S (мм/об) назначить /7/.
S=0,8÷1,9 мм/об
2.3.2 Определить скорость главного движения резания u (м/мин), допускаемую режущими свойствами резца по формуле:
![]() (1)
(1)
Примем скорость равную u = 88 м/мин.
где Т – период стойкости, мин /7/
t – глубина резания, при снятии припуска за один рабочий ход :
![]() (2)
(2)
где s – подача, мм/об /7/
C, x, y, z, m – коэффициенты и показатели степени /7/
![]() - поправочный коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания /7/
- поправочный коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания /7/
![]() - поправочный коэффициент, учитывающий влияние состояния поверхности заготовки на скорость резания /7/;
- поправочный коэффициент, учитывающий влияние состояния поверхности заготовки на скорость резания /7/;
![]() - поправочный коэффициент, учитывающий влияние инструментального материала на скорость резания /7/;
- поправочный коэффициент, учитывающий влияние инструментального материала на скорость резания /7/;
![]() - поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на скорость резания /7/;
- поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на скорость резания /7/;
2.3.3 Составляющие силы резания: тангенциальную ![]() , осевую
, осевую ![]() , радиальную
, радиальную ![]() (Н), рассчитаем по формуле:
(Н), рассчитаем по формуле:
 (3)
(3)
где ![]() ,x, y, n – коэффициент и показатели степени /7/;
,x, y, n – коэффициент и показатели степени /7/;
t – глубина резания, мм /7/;
s – подача, об/мм /7/;
v – скорость резания, м/мин /7/;
![]() - поправочный коэффициент, учитывающий влияние качества обрабатываемого материала на составляющие силы резания /7/;
- поправочный коэффициент, учитывающий влияние качества обрабатываемого материала на составляющие силы резания /7/;
![]() - поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резания /7/.
- поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резания /7/.
2.3.4 Мощность резания рассчитаем по формуле:
 (4)
(4)
где ![]() - тангенциальная составляющая силы резания /7/;
- тангенциальная составляющая силы резания /7/;
![]() - скорость резания /7/.
- скорость резания /7/.
Похожие работы





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...
... зона защищает близлежащее жилье застройки от вредных и неприятно-пахнущих веществ, повышенного уровня шума. Производственный корпус и расположенный в нем участок по восстановлению посадочных отверстий блок-картера соответствуют санитарно-гигиеническим требованиям к помещениям и производственным зданиям. Участок по восстановлению блок-картера находится внутри производственного корпуса №2, который ...

... за правильностью хранения запасных (сменных) частей оборудования на складах; - введение паспортного хозяйства на технологическое и грузоподъемное оборудование; - контроль за правильностью использования и загрузки ремонтных цехов и служб цеховых механизмов; - контроль за правильной организацией «смазочного хозяйства», применением масел для смазки механизмов и оборудования; - обеспечение работ ...
... человека. Организация охраны труда, техники безопасности и производственной санитарии осуществляется в соответствии со Стандартом предприятия по охране труда и технике безопасности, разработанного ОАО "БЗЗД" за № СТП10.01Б - 2001 Открытое акционерное общество "Балаковский завод запасных деталей" осуществляется производство и реализацию запасных частей к технологическому и химическому оборудованию ...
0 комментариев