Навигация
Розрахунок приводу подачі
23651
знак
3
таблицы
41
изображение
Вступ
Курсовий проект з дисципліни СКЕП виконується з метою придбання навичок проектування електроприводів технологічних установок і уміння застосовувати на практиці отримані знання. Завданням передбачається проектування систем управління електроприводів подач металорізальних верстатів з метою забезпечення необхідних показників.
При виконанні проекту на підставі вимог до статичних і динамічних характеристик електропривода (ЕП) подач сучасних металорізальних верстатів треба обґрунтувати вибір структури СКЕП, і по заданих технологічних параметрах приводу подач самостійно вирішити питання вибору комплектного електропривода, розрахунку основних параметрів СКЕП, у тому числі регуляторів, настроювання яких повинно виконуватися з метою одержання необхідних показників якості. Показники якості визначаються по статичних і динамічних характеристикам спроектованої СКЕП. Динамічні характеристики одержують шляхом дослідження математичної моделі СКЕП на ПЕОМ.
1. Технологічні вимоги до приводів подач
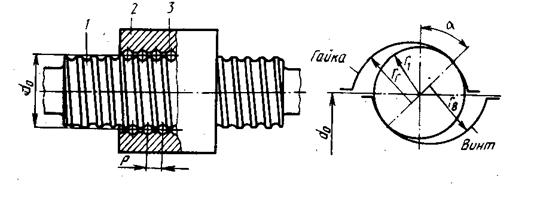
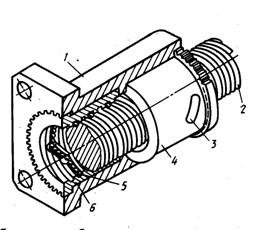
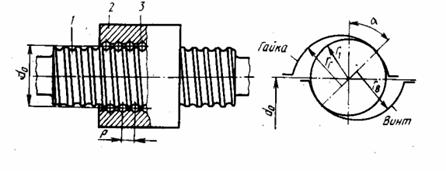
У електроприводах подач двигун здійснює переміщення інструмента або заготовки для забезпечення процесу різання. Подача на верстатах здійснюється різноманітними засобами, але найбільше поширення одержав привод із високомоментним двигуном постійного струму зі збудженням від постійних магнітів. Такий двигун встановлюється безпосередньо на ходовий гвинт, що істотно скорочує механічну частину приводу, зменшує його момент інерції і підвищує коефіцієнт корисної дії (ККД). У зв'язку з цим знижується навантаження на двигун при холостих ходах і зростає складова від сил різання в загальному навантаженні приводів подач.
![]()
Зростання складової від сил різання в загальному навантаженні на привод подачі збільшує коливання навантаження при різанні, що посилює вимоги до статичної (S<20%) і динамічної жорсткості приводу подач. Через незадовільні динамічні властивості регульованого електропривода, особливо при збурюванні по навантаженню, з'являється шорсткість поверхні, тому дуже важливо забезпечити високу швидкодію приводу при скиданні навантаження, а також при реверсі двигуна під навантаженням на найменших частотах обертання. Для ЕП подач зміна частоти обертання при накиданні і скиданні навантаження 0,5Мн щодо рівня 0,5Мн не повинно перевищувати 100% при n = 0,001nн і час відновлення 100 мс. Час реверсу під навантаженням Мн і n = 0,001nн не більше 0,5 с. Час пуску і гальмування подач верстатів із числовим програмним керуванням (ЧПК) з приведеним моментом інерції механізму, рівним моменту інерції двигуна, не повинен перевищувати 0,1 с.
Час перехідних процесів можна значно знизити при пуску з підвищенням напруги на якорі і забезпеченням максимально припустимого струму для поточного значення частоти обертання у всьому діапазоні її зміни. Тому перетворювачі повинні мати великий запас по напрузі стосовно номінальної напруги двигуна, а також систему залежного струмообмеження, що забезпечує автоматичну зміну розміру уставки струму, зменшуючи її у міру збільшення частоти обертання двигуна. Це пов’язано з характеристиками високомоментних двигунів, що припускають великі кратності струму (6–8) Iн тільки при малих частотах обертання і в міру зростання швидкості потребують зниження перевантаження через умови комутацій. Характер перехідного процесу по керуючому впливу впливає на ідентичність параметрів при обробці партії деталей. При аперіодичному перехідному процесі і переміщенні в один бік не відбувається розкриття люфтів у механічних вузлах, а також відсутній вплив гістерезиса, що призводить до суттєвого підвищення стабільності і точності обробки.
Забезпечення необхідних статичних і динамічних характеристик приводу подач, забезпечення оптимального закону обмеження струму, що найкраще реалізується в двоконтурній системі підпорядкованого регулювання параметрів із П – або ПІ-регуляторами струму і швидкості. Для підвищення продуктивності верстатів переміщення виконавчих органів у зону обробки здійснюється на швидких ходах тими ж електроприводами подачі, що короткочасно працюють на частотах обертання вище номінальних, за рахунок подачі на якір двигуна напруги, вище номінальної. Збільшення швидкості швидких переміщень до 10 м/хвл і зниження швидкості установочних переміщень для верстатів із ЧПК потребує значного діапазону регулювання (до 10000: 1).
2. Вибір двигуна і комплектного електропривода
2.1 Вихідні данні
Вихідні данні до курсового проекту:
еквівалентний момент на валу двигуна ![]() ;
;
швидкість швидкого ходу робочого органу механізму подачі ![]() ;
;
швидкість мінімальної робочої подачі ![]() ;
;
крок ходового гвинта ![]() ;
;
маса вузла, що лінійно переміщується ![]() ;
;
середній діаметр ходового гвинта ![]() ;
;
довжина ходового гвинта ![]() ;
;
стала часу фільтра датчика струму ![]() ;
;
стала часу фільтра датчика швидкості ![]() .
.
Похожие работы

... використовується в подальших розрахунках: де r – відстань до середини лопатки від вісі вала; Z – кількість лопаток які знаходяться одночасно в бетонній суміші. З попередньої формули визначаємо Р: . 2.4 Розрахунок потужності привода машини В загальному випадку момент, необхідний для обертання лопаті: , Н ·м де k – коефіцієнт опору руху лопаті, Н/м2; b – проекція ширини лопаті ...
... ; скорость подачи, согласно паспорту станка (табл. 3.1), мм/мин, р=6мм – шаг винта передачи винт-гайка качения, i – передаточное число механизма подачи. Табл.3.1. Механика привода подач станка 6С12Ц Характер подачи Подачи стола, мм/мин Продольная Поперечная Вертикальная Минимальная 20 20 8 Максимальная 1000 1000 400 Ускоренная 2500 2500 1000 Рассчитаем передаточные числа ...
... механизма подачи, которое остается между двигателем и исполнительным механизмом. Принимаем передаточное отношение ременной передачи i=3. Таблица 2 - Механика привода подач станка 16К20 Характер подачи Поперечная подача резцедержателя мм/мин Продольная подача стола, мм/мин Минимальная 0,000662 0,0000619 Максимальная 0,3814 0,253377 Ускоренная 1900 3800 Рассчитаем передаточные ...
... постійного струму з тиристорним управлінням з двома - трьома механічними ступенями, а іноді і без них [2]. В курсовому проекті розробляється електропривод головного руху вертикального сверлійно-фрезерно-розточувального напівавтомата 243ВМФ. Верстат призначений для комплексної обробки заготовок невеликих і середніх розмірів при підході інструменту з одного боку . На верстаті можна проводити ...
0 комментариев