Навигация
Встановлення припусків та проектування заготовки
39603
знака
14
таблиц
8
изображений
2.5.1 Встановлення припусків та проектування заготовки
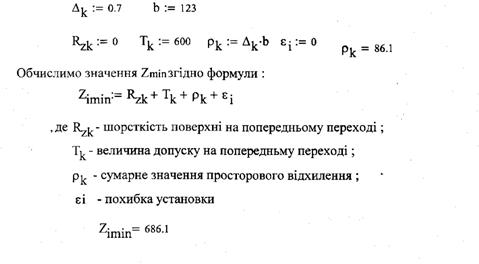
Припуск на заготовку може бути призначений згідно з довідковими таблицями незалежно від технологічного процесу механічного оброблення та умов його виконання та визначений розрахунково - аналітичним методом з урахуванням факторів , що впливають на його розміри .
Порівняно з табличним , розрахунковий метод більш трудомісткий , але дає змогу призначити мінімальні припуски на механічне оброблення , що має істотне значення для серійного та, особливо , масового виробництва . Тому у даній роботі ми будемо розраховувати припуски розрахунковим методом . Всі дані наших розрахунків ми будемо зводити в таблиці.
Таблиця 2.5.1.1 Розрахунок припусків та граничних розмірів по технологічним переходам на обробку поверхні 4.
| Технологічні переходи | Елементи припуску, мкм Rz T | Розрах. припуск Zmin, мкм | Розрах. розмір bр, мм | Допуск б,мкм | Граничний розмір ,мм bmіn bmах | Граничні значення припусків, мкм Zmin Zmax | ||||
| Заготовка | 600 | 86.1 | 124.5 | 600 | 124.08 | 124.68 | ||||
| фрезерування | 50 | 50 | — | 686,1 | 124 | 1000 | 123 | 124 | 686 | 2286 |
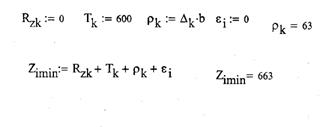
Таблиця 2.5.1.2 Розрахунок припусків та граничних розмірів по технологічним переходам на обробку поверхні 3,5,6.
| Технологічні переходи | Елементи припуску, мкм Rz Т | Розрах. припуск Zшіп, мкм | Розрах. розмір bр, мм | Допуск | Граничний розмір ,мм bmіп bmах | Граничні значення припусків, мкм Zmin Zmax | ||||
| Заготовка | 600 | 63 | 90.5 | 600 | 90.063 | 90.663 | ||||
| фрезерування | 50 | 50 | — | 663 | 90 | 500 | 89.5 | 90 | 563 | 663 |
Таблиця 2.5.1.3
Розрахунок припусків та граничних розмірів по технологічним переходам на оброблення отвору 9,10,11,12.
| Технологічні переходи | Елементи припуску,мкм Rz T | Розрах. припуск 2Zmin, мкм | Розрах. розмір dp, мм | Допуск | Граничний розмір ,мм dmin dmax | Граничні значення припусків, мкм 2Zmin 2Zmax | ||||
| Заготовка | 600 | 73,5 | 73 | 600 | 72,82 | 73,42 | ||||
| Чорнове розточування | 50 | 50 | 5 | 2*674 | 74,7 | 190 | 74,578 | 74,768 | 1348 | 1758 |
| Чистове розточування | 20 | 25 | 2 | 2*104 | 74,9 | 80 | 74,896 | 74,976 | 208 | 318 |
| Зенкерування | 10 | 15 | — | 2*27 | 75 | 30 | 75 | 75,03 | 54 | 104 |

де Rzk- шорсткість поверхні на попередньому переході;
Tk - величина допуску на попередньому переході;
Pk - сумарне значення просторового відхилення ;
Pkop – просторове відхилення в діаметральному напряму ;
Pc – просторове відхилення зміщення осі;
![]() - похибка установки
- похибка установки
Для чорнового розточування : ![]()
Для чистового розточування: ![]()
Для зенкерування: ![]()
Таблиця 2.5.1.4 Розрахунок припусків та граничних розмірів по технологічним переходам на обробку отвору 20 і 21.
| Технологічні переходи | Елементи припуску Rz T | Розрах. припуск 2Zmin, мкм | Розрах. Розмір dp, мм | Допуск
| Граничний розмір ,мм | Граничні значення припусків, | ||||
| dmin | dmax | 2Zmin | 2Zmax | |||||||
| Заготовка | 600 | 50 | 48 | 400 | 48.026 | 48.426 | ||||
| Чорнове розточування | 50 | 50 | 5 | 2*650 | 49,6 | 190 | 49.536 | 49.726 | 1300 | 1510 |
| Чистове розточування | 20 | 25 | 2 | 2*105 | 49,8 | 80 | 49.856 | 49.936 | 210 | 320 |
| Зенкерування | 10 | 15 | — | 2*47 | 50 | 30 | 50 | 50.03 | 94 | 144 |
Обчислимо значення 2Zmin згідно формули :
Для чорнового розточування:
![]()
Для чистового розточування: ![]() =105
=105
Для зенкерування: ![]() =47
=47
0 комментариев