Навигация
Розмірний аналіз технологічного процесу
39603
знака
14
таблиц
8
изображений
2.5.2 Розмірний аналіз технологічного процесу
Розмірні ланцюги розраховують як методом повної взаємозамінності (максимума-мінімума), так і методами неповної взаємозамінності [9].
Методика розрахунку технологічних розмірних ланцюгів полягає в тому, що послідовно розв’язують складні рівняння спочатку для дволанкових, потім триланкових і т.д. ланцюгів, забезпечуючи наявність для кожного з рівнянь однієї невідомої величини.
Номінальні розміри заготовок отримують у залежності від обраного способу їх запису. При цьому граничні розміри повинні залишатись незмінними, тобто такими, які отримані у результаті розрахунків. Незначні заокруглення номінальних значень розмірів допускаються тільки за умови збільшення припусків на механічне оброблення [10].

Рис. 2.__. Креслення деталі для проведення технологічного розмірного аналізу.
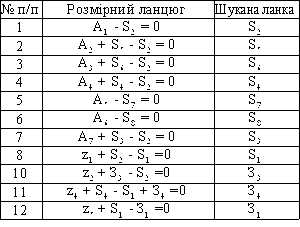
Рівняння для розрахунку технологічних ланцюгів зводять у таблицю за прикладом табл. 2.5.2.1
Таблиця 2.5.2.1.
Розмірний аналіз технологічного процесу.
| № з/п | Розрахункове рівняння | Вихідне рівняння | Розмір, що визначається |
| 1 | – А1 + S9 = 0 | А1 = S9 | S9 |
| ... | ... | ... | ... |
На рис. 2.5.2.12.5 показано суміщений ескіз деталі та заготовки, на якому вказуємо розміри деталі ![]() з допусками, розміри заготовки
з допусками, розміри заготовки ![]() , технологічні розміри
, технологічні розміри ![]() і розміри припусків
і розміри припусків ![]() (рис. 2.5.2.1). Через проміжні поверхні проводимо лінії, між якими вказуємо технологічні розміри
(рис. 2.5.2.1). Через проміжні поверхні проводимо лінії, між якими вказуємо технологічні розміри ![]() , що отримують після виконання кожного переходу. Розрахунок проводимо користуючись розмірною схемою технологічного процесу [9].
, що отримують після виконання кожного переходу. Розрахунок проводимо користуючись розмірною схемою технологічного процесу [9].
Оскільки всі діаметральні розміри мають спільну технологічну базу – вісь обертання вала, що реалізована центровими отворами, розмірний аналіз проводимо лише для лінійних розмірів. Конструкторські ланки, відповідно до креслення деталі (рис. 2.__), є такими:
А1 = 440-0,25;
А2 = 400-0,45;
А3 = 340-0,23;
А4 = 160-0,16;
А5 = 20-0,52;
А6 = 18-0,43;
А7 = 12-0,18
Мінімальні значення припусків:
Z1 min= Z5 min= 3,0 мм; Z2 min= Z3 min= Z4 min= 2,2 мм;
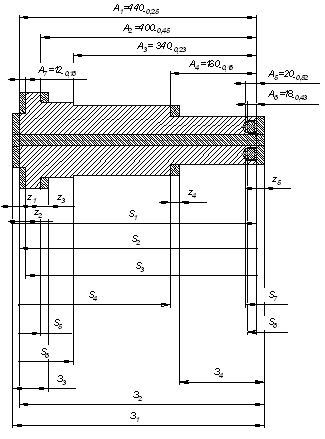
Рис. 2.5.2.1Схема технологічного розмірного аналізу
Розмірні ланцюги подано в табл. 2.5.2.2
Таблиця 2.5.2.2
Рівняння технологічних розмірних ланцюгів
Якщо замикаючою ланкою буде конструкторський розмір, то розрахунок буде таким:
Ланцюг 2.
А2 + S5 – S2=0;
З дволанкового ланцюга 1 – S2 = 440-0,25;
S5= S2 –А2;
S2 = 440-0,25 ‑ 400-0,45=40+0,2 (мм).
Якщо замикаючою ланкою буде розмір припуску, то розрахунок буде наступний:
Ланцюг 14.
Z1=S1 – S2;
Z1min=S1min – S2max;
S1min =Z1min + S2max = 3,0 + 440 = 443 мм.
Допуск розміру S2 приймаємо по 14 квалітету рівним 1,8 мм.
Тоді:
S1mах = 443 + 1,8 = 444,8 мм.
S1 = 444![]() мм.
мм.
Звідси:
Z1 = 444![]() - 440-0,25 = 4±1,0 (мм).
- 440-0,25 = 4±1,0 (мм).
0 комментариев