Навигация
Станки высокоскоростной обработки
38435
знаков
0
таблиц
15
изображений
Введение
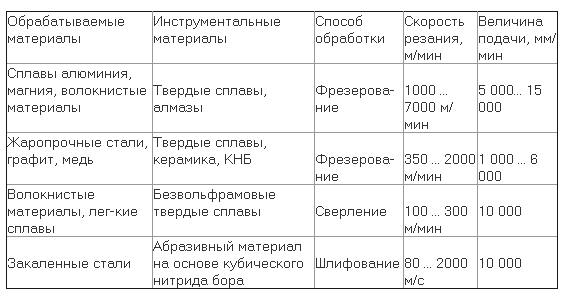
Высокоскоростная обработка - одна из современных технологий, которая, по сравнению с обычным резанием, позволяет увеличить эффективность, точность и качество механообработки. Ее отличительная особенность — высокая скорость резания, при которой значительно увеличивается температура в зоне образования стружки, материал обрабатываемой детали становится мягче, и силы резания уменьшаются, что позволяет инструменту двигаться с большой рабочей подачей.
Первое официальное объяснение явления HSM было предложено Карлом Саломоном в 1931 году (патент № 523594, April 1931, Германия). Он определил, что при некоторой скорости резания, которая является в несколько раз выше, чем при обычной механообработке, теплопередача от стружки к инструменту начинает уменьшаться, а это делает возможной обработку заготовок на более высоких скоростях. Он также экспериментально определил область высокоскоростной обработки для различных материалов.
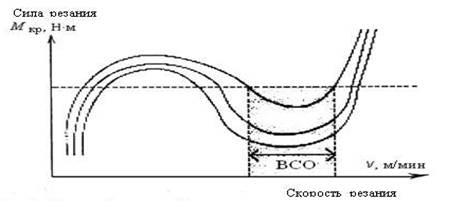
Эффект высокоскоростной обработки обуславливается структурными изменениями материала (из-за пластических деформаций, осуществляемых с большой скоростью) в месте отрыва стружки. При повышении скорости деформаций силы резания первоначально растут, а потом, с достижением определенной температуры в зоне образования стружки, вдруг начинают существенно снижаться. Самое замечательное, что время контакта режущей кромки с заготовкой и стружкой так мало, а скорость отрыва стружки столь высока, что большая часть тепла, образующегося в зоне резания, удаляется вместе со стружкой, а заготовка и инструмент просто не успевают нагреваться.
ВСО достигла сегодня больших успехов и вследствие большого разнообразия применяемых инструментов обладает большой гибкостью относительно геометрических параметров заготовок и их материала. И уже сейчас существует немало деталей, которые невозможно получить классическими способами, поэтому приходится использовать высокоскоростную обработку, обладающую достаточной экономической эффективностью и гибкостью.
В мировом станкостроении сегодня наблюдается устойчивая тенденция создания станков, предназначенных для высокоскоростной обработки. Достижения в области технологии создания режущего инструмента позволили эффективно применять высокоскоростную обработку в различных отраслях машиностроения. На наш взгляд, ведущие мировые производители режущего инструмента подошли к некоему пределу качества. И теперь все большее значение приобретает техническая поддержка, то есть способность компании-продавца произвести оптимальный подбор инструмента под конкретные технологические потребности заказчика.
1. Перспективы развития САМ-систем
Ведущие мировые производители оборудования и режущего инструмента первыми предложили решения для использования новой технологии. Разработчики САМ поначалу не спешили признать необходимость новых стратегий в процессах резания, однако рынок заставил их развивать возможности САМ в направлении соответствия принципам HSM. При этом появились следующие вопросы:
• Каковы потенциальные проблемы развития САМ для HSM?
• Какова рыночная востребованность новых CAM-разработок?
• Какие новые стратегии, отличные от стандартных методов обработки, должны быть созданы для HSM, чтобы удовлетворить производителей оборудования и инструмента?
• Может ли CAM-система оптимизировать траекторию инструмента для сохранения постоянных усилий резания и большой рабочей подачи при постоянной скорости резания?
Существующие CAM-системы пока еще не учитывают многообразие форм обрабатываемых деталей и влияние инерции, возникающей в процессе механообработки, а также не решают проблемы, связанные непосредственно с особенностями конструкции станков. На сегодняшний день разработчики САМ предложили лишь общие решения специфических проблем, появляющихся при обработке каждой конкретной детали.
Например, чтобы получить УП, пригодные для HSM, часто приходится реконструировать геометрию детали. Под этим понимается создание некоторой новой геометрии с целью получения оптимальной траектории инструмента. Иногда разработчикам УП приходится вручную дорабатывать данные, полученные с помощью САМ. Однако, несмотря на все ограничения, современный рынок активно осваивает самое важное достижение в теории резания.
Надо отметить, что CAM-системы сегодня бурно совершенствуются, чтобы удовлетворить специфические потребности в создании новых стратегий движения инструмента. Современная CAM-система должна обеспечивать следующие основные критерии разработки УП для HSM:
• постоянство условий резания с сохранением постоянной толщины стружки;
• сопряжение по радиусу острых углов траектории для поддержания наилучших условий резания с минимальными потерями рабочей подачи;
• плавное соединение концов траектории при позиционировании;
• максимальная скорость отработки УП системой ЧПУ. В связи с этим CAM-система должна уметь создавать проходы с маленьким шагом, которые будут выполняться на очень больших рабочих подачах. Для этого должны быть исключены резкие повороты, так как функция предварительного просмотра (look-ahead) системы ЧПУ автоматически уменьшает рабочую подачу в тех случаях, когда обнаруживает приближение точки смены направления движения. Целью является геометрически точное фрезерование изделий (например, деталей пресс-форм) с достижением такой шероховатости поверхности, чтобы финишная полировка была минимальной или даже полностью устранялась.
Кроме того, чтобы преодолеть известную проблему "голодания данных" (недостаточное быстродействие системы ЧПУ при обработке сигналов ведет к уменьшению рабочей подачи), система CAM должна создавать специальные траектории инструмента, соответствующие возможностям систем управления HSM-обо-рудования (к примеру, использовать возможность отработки G-кодов на базе технологии NURBS).
Для получения оптимальной траектории инструмента в функциональные возможности САМ-системы должны входить следующие опции:
• исследование расстояния между слоями по оси Z;
• плавное соединение концов траектории;
Такие функциональные возможности помогут исключить получистовую обработку, уменьшить время обработки и износ режущего инструмента. Кроме того, CAM-система должна обеспечивать плавное врезание инструмента в материал заготовки (например, по спирали).
Отметим, что в последнее время все ведущие CAM-системы постоянно дополняются новыми функциональными возможностями, предназначенными для создания траектории инструмента для HSM-обработки. Кроме того, эти возможности служат для существенного улучшения условий резания и при обычном (не высокоскоростном) фрезеровании.
Главный эффект HSM заключается не только в сокращении машинного времени за счет интенсификации режимов резания, а в общем упрощении производственного процесса и в повышении качества обработки. Условием успеха в высокоскоростной обработке может стать правильный выбор всех составляющих факторов, участвующих в этом процессе:
· станок,
· система ЧПУ,
· режущий инструмент,
· система программирования с поддержкой HSM,
· квалификация персонала
Отсутствие всего одной составляющей сведет на нет весь эффект от применения HSM.
Возможности используемого программного обеспечения являются ключевыми в обеспечении эффективной высокоскоростной обработки. Технология HSM начинается с применения соответствующих параметров в операциях обработки, которые в настоящее время присутствуют в большинстве современных CAM-систем, но далеко не во всех.
Существуют основные принципы, которым должны быть выполнены при создании управляющих программ для HSM:
· плавные траектории движения инструмента.
· попутное направление фрезерования.
· минимизация количества врезаний инструмента – эффекта «швейной машинки», предпочтительны длинные траектории.
· отход и подход инструмента по дуге.
· небольшая и постоянная глубина резания в осевом и радиальном направлении.
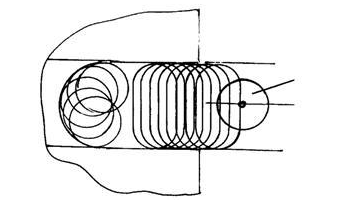
NX обладает всей необходимой функциональностью для создания HSM-обработки, такими как сглаживание траектории перемещения инструмента, плавное врезание инструмента по дуге и спирали, обработка комбинированных поверхностей (muti-surface), оптимальный алгоритм определения высот резания, использование трахоидальной стратегии резания и перемещения по спирали, оптимизация перемещений без резания и т.д.
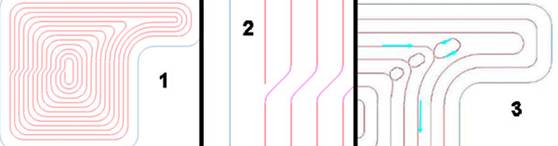
Рис.1 Траектории обработки
Похожие работы

... системой ЧПУ и обеспечивает надежную работу также в условиях безлюдного производства. При этом предотвращаются повреждения шпинделя и тем самым ненужные дорогостоящие простои. высокоскоростной механический обработка инструмент шпиндель Рис. 2. Порядок точности – единицы μ обеспечивается датчиком (1) для измерения аксиального смещения вала шпинделя; 2 – датчик измерения температуры. 3. ...
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...
... при высоких скоростях резания. Таким образом, ВСО требует особого внимания к балансировке инструмента. Рисунок 4 - Влияние биения на износ инструмента Высокоскоростное резание за последние пять лет совершило революционный переворот в методах механообработки. Решающий фактор в оценке процесса ВСО обработки — производительность станков, которые определяют стоимость производства и, таким образом, ...
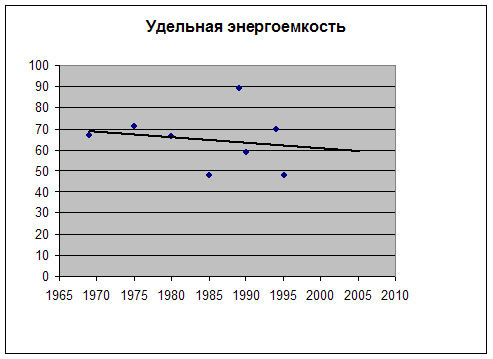
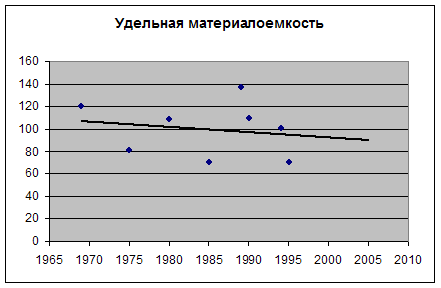
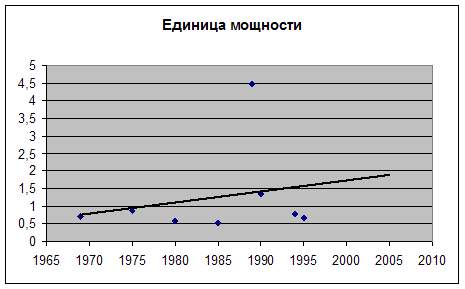
... . С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 90 кг/мм. Полученная кривая свидетельствует об очевидном росте единицы мощности, приходящейся на единицу массы зубострогального станка. Прибегая к помощи метода аппроксимации, можно предположить возможное значение данного параметра в 2005 году, которое составит 1,9 Вт/кг. С помощью метода ...
0 комментариев