Навигация
Рекомендации для предварительной обработки
38435
знаков
0
таблиц
15
изображений
6. Рекомендации для предварительной обработки
В процессе предварительной обработки сталей должны быть достигнуты две главные цели: высокая производительность (скорость удаления материала) и обеспечение высокой стойкости инструмента. При ближайшем рассмотрении процесса чернового фрезерования можно заметить, что существуют различные концепции достижения этих, на первый взгляд противоположных, целей. На самом же деле, стойкость современного инструмента, как это ни парадоксально, гораздо выше при большой (соответствующей) рабочей подаче, нежели при заниженной. Иногда значение подачи на зуб является решающим фактором в обеспечении высокой стойкости фрезы. Поэтому при подборе оптимальных режимов резания значение скорости резания (vc) варьируется довольно широко, в то время как значение подачи на зуб почти не меняется.
Классический процесс чернового фрезерования осуществляется фрезами, сделанными из быстрорежущей стали (HSS). Преимущество фрез HSS состоит в том, что они могут применяться даже тогда, когда жесткость станка невысока. Однако из-за низкой скорости резания значение рабочей подачи ограничено. К тому же стойкость такого инструмента существенно ниже по сравнению с твердосплавными фрезами, и обработка ими закаленных сталей практически невозможна.
Высокая скорость резания и большая температура в зоне резания способствуют уменьшению сил резания. Высокая скорость резания и большая рабочая подача обуславливают большую производительность (даже при обработке закаленной стали). Фактор, ограничивающий эффективность данного процесса, - малое сечение стружки. К тому же из-за возможности повторного резания инструментом стружки (являющейся фактически абразивом) своевременная эвакуация стружки из зоны резания имеет важнейшее значение. Поэтому геометрия современного режущего инструмента, предназначенного для предварительной обработки, рассчитана с условием достижения эффективного выброса стружки из зоны резания.
7. Постпроцессоры
Можно много говорить о функциональности различных CAM-систем, но нельзя забывать, что итоговым (и самым важным) продуктом системы автоматизации процессов КТПП является NC-программа в G-кодах, управляющая станком с ЧПУ. Тем удивительней, что для многих пользователей получение соответственно форматированной УП остается одной из самых больших проблем. После более чем 30 лет компьютерного NC-программирования связь "CAM-система - станок с ЧПУ" до сих пор не везде обеспечена в полной мере.
Обеспечивает эту связь отдельная программа (обычно называемая постпроцессором, поскольку процесс генерации G-кодов имеет место после создания траектории инструмента), которая форматирует нейтральный CL-файл (CL - Cutter Location) в конкретную NC-программу, наиболее подходящую для специфической комбинации "станок - система ЧПУ". По существу, постпроцессор является необходимой составляющей процесса производства. Так почему же нельзя получить качественную TVC-программу, имея корректные данные в формате CL-файла?
Как известно, система управления должна выполнять команды в соответствии со стандартами программирования системы ЧПУ (EIA/ISO) независимо от типа станка. Например, команда M08 служит для включения подачи охлаждающей эмульсии] Большинство производителей оборудования соблюдает стандарты команд выполнения основных подготовительных (группа G) и вспомогательных (группа М) функций. Одновременно с этим каждый тип оборудования выполняет специализированные функции (например, циклы сверления, нарезания резьбы и др.), и соответствие этих функций стандарту обычно не соблюдается. Команды, служащие для выполнения специализированных функций, индивидуальны для определенного станка. Кроме того, чтобы выбранными при покупке оборудования. В результате для двух одинаковых комбинаций "станок - система ЧПУ" могут использоваться различные способы программирования одинаковых команд и функций.
Приняв во внимание указанные факторы, становится понятным, почему получение хорошей NC-программы напрямую зависит от качества постпроцессора.
Надо сказать, что проблематичным является даже получение соответствующих команд в желаемом порядке в критических местах УП - в начале, в местах смены инструмента и в конце УП (например, команды ввода и сброса коррекции и т.п.). Дополнительные трудности возникают из-за того, что зачастую даже разные компании одной корпорации имеют собственные требования к УП и используют различные методы для программирования одинаковых NC-команд.
8. Обзор принципов ВСО
Рассмотрим основные составляющие, влияющие на качество поверхности после обработки на высокий скоростях
8.1 Скорость и сила резания
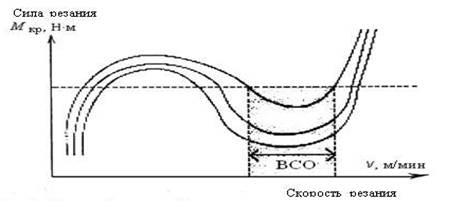
Теоретическим обоснованием высокоскоростной обработки являются так называемые кривые Соломона, которые показывают снижение сил резания в некотором диапазоне скоростей.
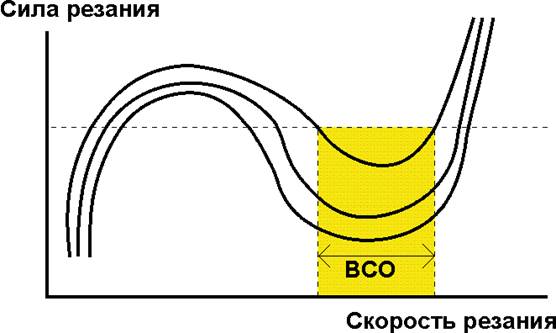
Рис. 3 Зависимость сил резания от скорости резания
Но наиболее важным фактором является перераспределение тепла в зоне резания. При небольших сечениях среза, в данном диапазоне скоростей основная масса тепла концентрируется в стружке, не успевая переходить в заготовку. Именно это позволяет вести обработку закаленных сталей не опасаясь отпуска поверхностного слоя. Отсюда основной принцип ВСО – малое сечение среза, снимаемое с высокой скоростью резания, и соответственно высокие обороты шпинделя и высокая минутная подача.
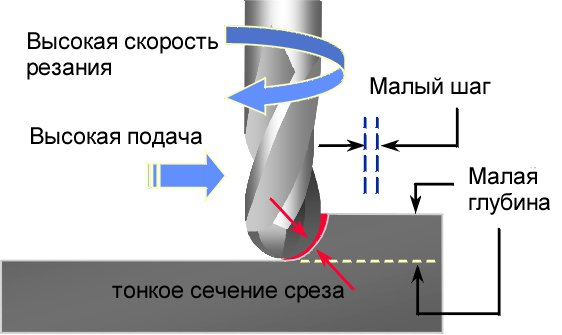
Рис. 4 Режимы резания для традиционной и высокоскоростной обработки
Есть даже такая рекомендация, что глубина резания не должна превышать 10% диаметра фрезы. Имея возможность вести лезвийную обработку закаленных сталей можно обеспечить качество поверхности соизмеримое с электроэрозионной обработкой. Главный эффект ВСО не уменьшение машинного времени за счет интенсификации режимов резания, а повышение качества обработки и эффективное использование современных станков с ЧПУ. Условием успеха в высокоскоростной обработке может быть правильный выбор всех составляющих факторов, участвующих в этом процессе – станок, система ЧПУ, режущий инструмент, вспомогательный инструмент с системой закрепления инструмента, система программирования, квалификация технолога программиста и оператора станка с ЧПУ. Пренебрежение одним из этих составляющих может свести к нулю все предыдущие усилия.
Похожие работы

... системой ЧПУ и обеспечивает надежную работу также в условиях безлюдного производства. При этом предотвращаются повреждения шпинделя и тем самым ненужные дорогостоящие простои. высокоскоростной механический обработка инструмент шпиндель Рис. 2. Порядок точности – единицы μ обеспечивается датчиком (1) для измерения аксиального смещения вала шпинделя; 2 – датчик измерения температуры. 3. ...
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...
... при высоких скоростях резания. Таким образом, ВСО требует особого внимания к балансировке инструмента. Рисунок 4 - Влияние биения на износ инструмента Высокоскоростное резание за последние пять лет совершило революционный переворот в методах механообработки. Решающий фактор в оценке процесса ВСО обработки — производительность станков, которые определяют стоимость производства и, таким образом, ...
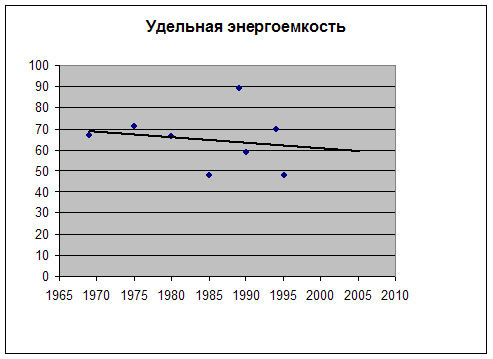
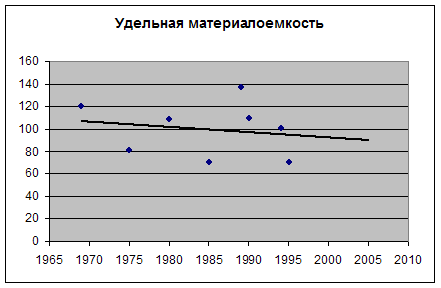
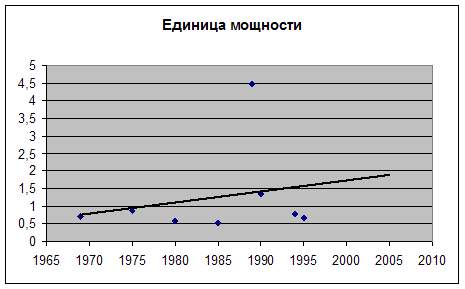
... . С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 90 кг/мм. Полученная кривая свидетельствует об очевидном росте единицы мощности, приходящейся на единицу массы зубострогального станка. Прибегая к помощи метода аппроксимации, можно предположить возможное значение данного параметра в 2005 году, которое составит 1,9 Вт/кг. С помощью метода ...
0 комментариев