Навигация
СОДЕРЖАНИЕ
Введение
1. Описательная часть
1.1. Общие сведения о токарно-винторезных станках
1.2. Система эксплуатации и ремонта токарно-винторезного станка с ЧПУ модели 16К20Т1
1.3. Описание работы схемы управления
2. Расчетная часть
2.1. Расчет электродвигателя
2.2. Расчет элементов схемы
3 Технологическая часть
3.1 Эксплуатация ЭО станка
3.2 Организация ремонта ЭО станка
3.3 Рекомендации по ремонту ЭО
3.3.1 Технологическая карта на укладку обмотки статора
3.4 Вопросы ТБ, промышленной экологии
Заключение
Список использованных источников
ВВЕДЕНИЕ
За сравнительно короткий срок станки с ЧПУ зарекомендовали себя как эффективное автоматизированное оборудование, позволяющее достигнуть высоких технических и экономических показателей, решить ряд важных социальных задач. Основные преимущества производства с помощью станков с ЧПУ по сравнению с производством, использующим универсальные станки с ручным управлением, следующие:
· сокращение основного и вспомогательного времени изготовления деталей;
· повышение точности обработки;
· простота и малое время переналадки;
· возможность использования менее квалифицированной рабочей силы и сокращение потребности в высококвалифицированной рабочей силе;
· возможность применения многостаночного обслуживания;
· снижение затрат на специальные приспособления;
· сокращение цикла подготовки производства новых изделий и сроков их поставки;
· концентрация операций, что обеспечивает сокращение оборотных средств в незавершенном производстве, а также затрат на транспортирование и контроль деталей;
· уменьшение числа бракованных изделий по вине рабочего.
Опыт показывает, что наибольший экономический эффект дает изготовление на станках с ЧПУ сложных деталей, в том числе из труднообрабатываемых материалов, повышенной точности, требующих выполнения многих технологических операций.
Качество работы, выполненной продукции зависит от правильной эксплуатации и качественного ремонта электрооборудования.
1 ОПИСАТЕЛЬНАЯ ЧАСТЬ
1.1.Общие сведения о токарно-винторезных станках.
В станочном парке промышленности одно из ведущих мест занимает группа токарных станков. Несмотря на преобладания тенденции развития специальных токарных станков и автоматов, отвечающих задачам получения наибольшей производительности при максимальной автоматизации процессов, продолжают совершенствовать и универсальные токарно-винторезные станки.
Токарный станок оснащен модели 16К20Т1 оперативным УЧПУ модели «Электроника НЦ-31», установленного на суппорте станка, что обеспечивает удобство наблюдения за перемещениями режущего инструмента при вводе управляющей программы. Этот станок предназначен для токарной обработки (в центрах и в патроне) наружных и внутренних поверхностей деталей типа тел вращения различной сложности, а также для нарезания резьбы.
Станок применяется в единичном, мелкосерийном и среднесерийном производстве.
Устройство электродвигателей станка обусловлено особенностями станочного электропривода: повторно-кратковременным режимом работы, большой частотой включений, широким диапазоном регулирования скорости и частыми реверсами. Электродвигатели должны удовлетворять по конструктивному исполнению условиям окружающей среды.
К электроприводу станка предъявляются следующие требования:
1) экономичность, т.е. электропривод должен потреблять минимальное количество электрической энергии; применение определенного вида электропривода должно быть экономически обосновано;
2) надежность — это свойство электропривода выполнять требуемые функции, сохраняя свои эксплуатационные показатели и характеристики в течение заданного периода времени. В понятие надежности входят несколько понятий:
- работоспособность — состояние электропривода, при котором он способен выполнять свои функции;
- безотказность - свойство электропривода сохранять свою работоспособность в течение определенного времени;
- долговечность - свойство электропривода сохранять свою работоспособность до предельного состояния, когда его эксплуатация становится невозможной по техническим или экономическим причинам, условиям техники безопасности или из-за необходимости капитального ремонта. Период времен от начала эксплуатации до предельного состояния называют сроком службы или наработкой электропривода.
- ремонтопригодность - определяет приспособленность электропривода к предупреждению и обнаружению неисправностей и отказов и устранению их путем проведения ремонтов и технического обслуживания;
- сохраняемость - свойство электропривода непрерывно поддерживать свою работоспособность в течение и после хранения и транспортировки.
Основным средством повышения надежности электропривода является введение различного рода избыточности, под которой предусматриваются дополнительные средства и возможности, превышающие минимально необходимые для выполнения заданных функций. Избыточность может быть внутриэлементной, структурной и временной.
Вутриэлементная избыточность предусматривает снижение электрических нагрузок на элементы системы. Это достигается заменой одного элемента другим, функционально подобным, но с более высокими определяющими параметрами.
Структурная избыточность предполагает включение в схему дополнительных резервных элементов, блоков, устройств, что позволяет создавать даже из не очень надежных компонентов надежные электроприводы. Включение в схему дополнительных элементов увеличивает его массу, габариты и стоимость, поэтому применение этого способа должно быть экономически обосновано.
Временная избыточность предусматривает использование технологических резервов времени для восстановления работоспособности электропривода.
3) помехозащищенность — помехи вызывают сбои в работе элементов электропривода, а иногда и их повреждения, тем самым, снижая надежность электропривода. Поэтому любой электропривод должен быть спроектирован, изготовлен и смонтирован так, чтобы его компоненты не создавали помех друг другу и соседним электроустановкам, и он должен быть защищен от воздействия внешних помех, создаваемых другим электрооборудованием.
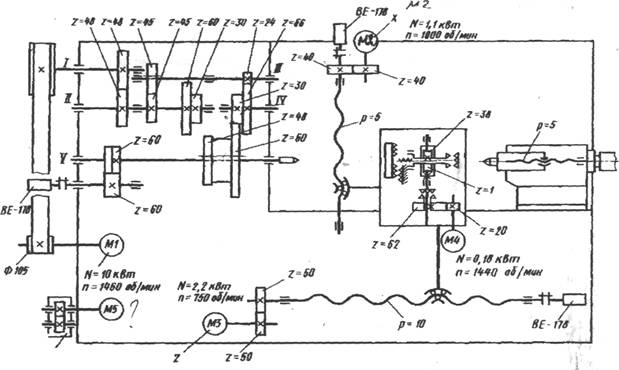
Главное движение - вращение шпинделя с заготовкой; движение подач – перемещение каретки в продольном и салазок в поперечном направлениях; вспомогательные движения — быстрое перемещение каретки в продольном и салазок в поперечном направлениях от отдельного привода и т.д.
В качестве привода главного движения используется электродвигатель М1- частотно-регулируемый асинхронный. Возможно использование регулируемого электродвигателя постоянного тока. От электродвигателя М1 посредством передачи вращение передается на вал I шпиндельной бабки, а затем через зубчатые колеса z=48 и z=48 — на вал II. Далее обеспечивается три диапазона частоты вращения шпинделя . В пределах каждого диапазона частота вращения регулируется бесступенчато путем изменения частоты вращения электродвигателя М1.
Для получения каждого диапазона частота вращения движение от вала II через зубчатые колеса 2 = 48 и 2 - 48 передается на вал Ш, затем через зубчатые колеса z = 24 и z = 66-на вал IV и далее через зубчатые колеса z = 30 и z = 60 - на вал V (шпиндель). Для получения второго диапазона двойной блок зубчатых колес на шпинделе (вал V) вводится в зацепление с колесом z = 60 на валу II, а колесо z = 45 на валу Ш выводится из зацепления с колесом z= 45 на валу П. Затем колеса z = 60 на валах V и VI служат для вращения датчика ВЕ-178 резьбонарезания. Зубчатое колесо z = 60 на валу V — разрезное и служит для выборки зазора в зацеплении в цепях предотвращения рассогласования положения шпинделя и датчика.
В качестве привода подач суппорта по оси X (поперечное перемещение) применяют электродвигатель М2 (регулируемый высокомоментный постоянного тока или частотного - регулируемый асинхронный). От электродвигателя М2 вращение передается через зубчатые колеса z = 40 и z. = 40 на шариковый винт-гайку качения с шагом Рх.в. = 5 мм; обратная связь по пути осуществляется фотоимпульсом датчиком ВЕ — 178.
Кинематическая цепь привода подач суппорта по оси Z (продольное перемещение); электродвигатель МЗ - зубчатые колеса z = 50 и z = 50- шариковый винт - гайка качения с шагом Рх.в. =5мм - датчик ВЕ- 178.
Кинематическая цепь поворота шестипозиционной револьверной головки: асинхронный электродвигатель М4 — зубчатые колеса z = 20 и z = 62 — червячная передача z = 1 и z =38.
Асинхронный электродвигатель М5 приводит во вращение шестеренный насос ВГ-11-11 А, осуществляющий централизованное смазывание станка.
Кинематическая схема станка
Похожие работы
... детали (1 для тел вращения). Себестоимость поковки равна 45,1 руб. Себестоимость литой заготовки 240 руб. Для изготовления заготовки хвостовика целесообразно использовать свободную ковку. Эскиз заготовки представлен на рис.4.1.5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то ...

... загибать поперек волокон. Для прикрепления раскладок применяют гвозди без шляпок в виде шпилек. Для этого гвоздь со шляпкой забивают примерно на 2/3 его длины и кусачками откусывают головку. Затем окончательно забивают шпильку, утапливая ее в древесину. Техника выполнения прорезной резьбы Прорезная резьба. Прорезная резьба выполняется методом сквозного про резания дощечек толщиной от 5 до ...



... станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1). Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая ...





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
0 комментариев