Навигация
Система эксплуатации и ремонта токарно-винторезного станка с ЧПУ модели 16К20Т1
39886
знаков
0
таблиц
2
изображения
1.2 Система эксплуатации и ремонта токарно-винторезного станка с ЧПУ модели 16К20Т1
Одним из условий эффективной организации работы любого предприя-тия является наличие отлаженного механизма выполнения ремонтных работ. Чем меньше удельный вес расходов на ремонт, обслуживание и содержание оборудования в себестоимости продукции, тем выше эффективность произ-водства и самой ремонтной службы. Для предупреждения нерациональных по-терь в производстве и сокращения затрат на ремонт служит система планово-предупредительного ремонта (ППР). Системой планово-предупредительного ремонта называется совокупность различного вида работ по техническому ухо-ду и ремонту оборудования, проводимых по заранее составленному плану с целью обеспечения наиболее эффективной эксплуатации оборудования.
Сущность системы ППР заключается в том, что помимо повседневного ухода электроустановки подвергают через определенные промежутки времени плановым профилактическим осмотрам, проверкам, испытаниям и различным видам ремонта.
Система ППР позволяет поддерживать электроустановки в состоянии, обеспечивающем их нормальные технические параметры, предотвращать час-тично случаи отказов, снижать расходы на ремонт, улучшать технические параметры при плановых ремонтах в результате той или иной модернизации.
Ремонт электрооборудования и аппаратов, непосредственно связанных с технологическими агрегатами, производят одновременно с ремонтом последних. Перед выводом в капитальный ремонт каждого агрегата выполняют следующие подготовительные мероприятия:
-составляют ведомость объема работ и смету, которые уточняют после вскрытия и осмотра агрегата;
-составляют график проведения ремонтных работ;
-подготавливают согласно ведомостям объемов работ необходимые мате-риалы и запасные части;
-составляют и утверждают техническую документацию на реконструк-ционные работы, намеченные к выполнению в период капитального ремонта;
-приводят в исправное состояние инструмент, приспособления, такелаж-ное оборудование и подъемно-транспортные механизмы;
-готовят рабочие места для ремонта;
-комплектуют ремонтные бригады.
Ремонт оборудования и аппаратов производят по инструкциям.
При ремонте основного и вспомогательного электрооборудования результаты центровки и балансировки, а также величины всех зазоров и другие замеры, связанные с износом и изменением состояния деталей, заносят в формуляры, а данные о выполненных работах — в ремонтный журнал или паспорт данного оборудования электроустановки.
В процессе ремонта агрегата ответственный за электрооборудование (или уполномоченные им лица) производит приемку из ремонта отремонтированных узлов и вспомогательных механизмов. При приемке основного оборудования из капитального ремонта дают оценку качества ремонта, а также оценку внешнего состояния оборудования (изоляция, чистота, покраска и т. д.).
Вновь вводимое после ремонта оборудование испытывают в соответ-ствии с предусмотренными ПУЭ нормами испытания электрооборудования. Специальные испытания эксплуатируемого оборудования проводят по разра-ботанным схемам и программам, утвержденным лицом, ответственным за электрооборудование в связи со специфичной работой.
На основании ППР составляется схема ремонтного цикла:
КР-ТО-ТО-МР1-ТО-МР2-ТО-СР-ТО-СР-ТО-ТО-МР3-ТО-КР
Включает в себя проводимые в определенной последовательности сле-дующие виды ремонта: ТО-техническое обслуживание, МР-малый ремонт, СР-средний ремонт и КР-капитальный ремонт.
При проведении каждого вида ремонта выполняются определенные работы:
1) при ТО станка проводят наружный осмотр (без разборки) его узлов и механизмов и их общее состояние: устраняют зазоры; проверяют работу механизмов переключения скоростей и подач; выполняют мелкий ремонт системы смазки; проверяют работу ограничительных устройств.
2) при МР проводят частичную разборку и ремонт узлов и механизмов; регулируют или заменяют подшипники.
3) при СР выполняют разборку узлов, составляют дефектную ведомость, заменяют или восстанавливают изношенные детали (шестерни, втулки, валы), шлифуют, строгают или фрезеруют изношенные направляющие.
4) при КР выполняют полную разборку узлов станка и составляют дефектную ведомость; заменяют или восстанавливают изношенные детали и узлы, сборочные единицы, включая базовые.
Кроме перечисленных плановых видов ремонта для постоянного под-держания высоких эксплуатационных характеристик станка необходимо своевременно проводить его техническое обслуживание. Техническое обслуживание включает регулировку узлов и элементов для восстановления их нормальной работы и своевременную смазку.
Межремонтный период (периодичность выполнения ремонтных работ), а также их трудоемкость и материалоемкость зависят от конструктивных особенностей оборудования.
Исходя из всего этого, оборудование на предприятии группируется по категориям ремонтной сложности, которые устанавливаются по справочникам.
На основании выше перечисленных показателей строится график планово-предупредительного ремонта. После чего рассчитывается трудоёмкость и материалоемкость ремонтных работ, а так же численность ремонтного персонала.
Наряду с плановыми видами ремонтов существует аварийный ремонт, не предусмотренный годовым планом и выполняемый для возврата станка в эксплуатации при возникновении аварийной ситуаций.
2 РАСЧЕТНАЯ ЧАСТЬ
2.1 Расчет электродвигателя
Процесс обработки деталей на токарных станках происходит при определенных значений величины характеризующий режим резания. К ним относятся (рисунок 2.1) : глубина резания t, подача S (перемещение резца на один оборот шпинделя, скорость резания V, т.е. линейная скорость, с которой перемещается слой металла (стружка) относительно резца.

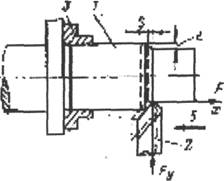
1 – деталь
2 – резец
3 - шпиндельная бабка
4 - главное движение
5 - движение подачи.
Рисунок 2.1. Схема токарной обработки
Мощность на валу двигателя главного привода в установившемся режиме складывается из мощности резания, зависящей от усилия и скорости резания, и мощности потерь в механизмах передач, которая зависит от нагрузки, числа звеньев кинематической цепи и частоты вращения привода. При расчетах обычно пользуются коэффициентом полезного действия станка, который определяется как произведение КПД отдельных звеньев кинематической цепи при работе на данной скорости.
При увеличении частоты вращении рабочих органов станка потери в передачах увеличивается, поэтому КПД станка уменьшается. Для станков токарной группы КПД кинематической цепи главного привода при полной нагрузке в среднем составляет 0,7-0,8. Мощность, кВт, на валу главного двигателя в установившемся режиме с учетом потерь в передачах определяется по формуле
![]()
![]() где КПД станка при данной мощности резания.
где КПД станка при данной мощности резания.
Fz — усилие резания, преодолеваемое шпинделем станка, Н
Vz - скорость при обработке деталей. Vz = 60м/мин.
Fz = 8250 Н
Определяем мощность резания :
![]()
где Fz= 8250 Н – усилие резания,
Vz=60 м/мин – скорость обработки детали
![]()
По полученным данным выбираем двигатель модели 4АБ2Ш32М4ПБ
Ммах /Мдоп = 2, где Мдоп - дополнительно допустимый момент
КПД = 87,5%
cosφ= 0,87
Похожие работы
... детали (1 для тел вращения). Себестоимость поковки равна 45,1 руб. Себестоимость литой заготовки 240 руб. Для изготовления заготовки хвостовика целесообразно использовать свободную ковку. Эскиз заготовки представлен на рис.4.1.5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то ...

... загибать поперек волокон. Для прикрепления раскладок применяют гвозди без шляпок в виде шпилек. Для этого гвоздь со шляпкой забивают примерно на 2/3 его длины и кусачками откусывают головку. Затем окончательно забивают шпильку, утапливая ее в древесину. Техника выполнения прорезной резьбы Прорезная резьба. Прорезная резьба выполняется методом сквозного про резания дощечек толщиной от 5 до ...
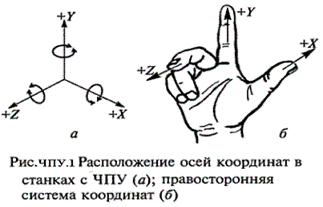



... станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1). Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая ...





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
0 комментариев