Навигация
Рекомендации по ремонту электрооборудования
39886
знаков
0
таблиц
2
изображения
3.3 Рекомендации по ремонту электрооборудования
Капитальный ремонт проводится для восстановления работоспособности и полного восстановления ресурса электрической машины с восстановлением или заменой всех изношенных или поврежденных узлов и заменой обмоток. Ремонт машины нецелесообразен, если имеются значительные повреждения механических узлов, которые невозможно устранить силами ремонтного предприятия.
Задача капитального ремонта - привести агрегат в состояние, полностью отвечающее его назначению, классу точности и производительности. По мере возможности капитальный ремонт электрооборудования должен сопровождаться его модернизацией.
Ремонт необходимо выполнять качественно, чтобы после него был обеспечен необходимый уровень эксплуатационной надежности, а технические показатели соответствовали стандартам и нормам.
Перед плановым капитальным ремонтом любого электрооборудования обязательно проводят ее предремонтные испытания. Целью данных испытаний является предупреждение случаев ошибочного вывода в ремонт исправного оборудования. Только на основании не удовлетворительных результатов испытаний электрооборудование можно выводить в ремонт.
Ремонт электрооборудования на предприятии, осуществляет специализированная ремонтная организация. На ремонтном предприятии существуют технологические карты ремонта основных узлов электрооборудования с содержанием всех технологических операций, условий и указаний по содержанию ремонта. Там же приводятся данные об оснастке и оборудовании необходимом для ремонта.
Осуществлению ремонта, как уже отмечалось выше, предшествует техническая организационная и материальная подготовка. Хорошо проведенная подготовка помогает избежать неоправданных простоев оборудования и уменьшить ущерб от простоя оборудования.
Ремонт электрической машины начинается с ее разборки. В условиях электроремонтной мастерской разборку двигателя производят на специальном стенде, с использованием специализированного инструмента и приспособлений. Разобранные узлы подвергаются мойке и деффектации, после чего становится возможным окончательно установить объем необходимого ремонта.
Отремонтированная машина снабжается всеми необходимыми деталями, включая при необходимости соединительные и установочные детали.
После проведения капитального ремонта ремонтное предприятие должно гарантировать безотказную работу машины в течение одного года при соблюдении условий транспортировки, хранения и эксплуатации.
3.3.1 Технологическая карта на укладку обмотки статора
Укладка обмоток является одной из наиболее ответственных операций технологического процесса ремонта. Перед укладкой обмотчик должен получить и подробно ознакомиться с обмоточно-расчетной запиской ремонтируемого электродвигателя. Обмоточная записка содержит данные о сечении и марке провода, числе проводников в пазу, геометрической форме и размерах витков, шаге обмотки по пазам и схеме соединения обмоток.
Статор должен быть подготовлен к укладке обмотки, пазы прочищены, продуты и проверены по размерам. Так же должны быть подготовлены все изоляционные детали и катушки обмотки.
Катушечные группы наматывают на автоматизированных станках. Предварительно устанавливается программа намотки и размер шаблона. После окончания намотки станок останавливают, щеки шаблона сближают, ослабляя намотку, для облегчения съема катушек. Намотанные катушечные группы обмотки передают на рабочее место укладки.
Рабочим местом обмотчика является поворотный стол, дающий возможность поворачивать статор вокруг вертикальной оси. Указанное приспособление дает возможность установить и закрепить статор в любом удобном для обмотчика положении при незначительных усилиях с его стороны.
Перед началом работ, в каждом отдельном случае решается вопрос о том, какой из способов укладки обмотки выбрать, чтобы обмотка получилась более правильной и имела аккуратный вид. Обычный способ укладки двухслойной обмотки - способ с подъемом шага. Обмотку укладывают путем «всыпания» проводников внутрь паза, каждый раз при этом корпус статора поворачивают на одно пазовое деление.
Во избежание перекрещивания проводников в пазу укладку их производят в том же порядке, в котором эти проводники наматывались шаблон. При этом внимательно следят, чтобы все проводники располагались параллельно друг другу.
Во время укладки периодически производят подбойку витков загиб лобовых частей. Данные операции необходимо производить максимально аккуратно, чтобы не вызвать повреждение изоляции. В местах, где лобовые части обмотки плотно прижимаются друг к другу или соприкасаются с сердечником, необходима дополнительная изоляция.
В процессе ремонта обмоток проводят их испытания повышенным напряжением промышленной частоты. Испытания обмоток должны производится в следующем порядке:
- после укладки в пазы до пайки выводных концов;
- после пайки и изолирования схемы;
- после пропитки;
- после сборки.
Похожие работы
... детали (1 для тел вращения). Себестоимость поковки равна 45,1 руб. Себестоимость литой заготовки 240 руб. Для изготовления заготовки хвостовика целесообразно использовать свободную ковку. Эскиз заготовки представлен на рис.4.1.5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то ...

... загибать поперек волокон. Для прикрепления раскладок применяют гвозди без шляпок в виде шпилек. Для этого гвоздь со шляпкой забивают примерно на 2/3 его длины и кусачками откусывают головку. Затем окончательно забивают шпильку, утапливая ее в древесину. Техника выполнения прорезной резьбы Прорезная резьба. Прорезная резьба выполняется методом сквозного про резания дощечек толщиной от 5 до ...
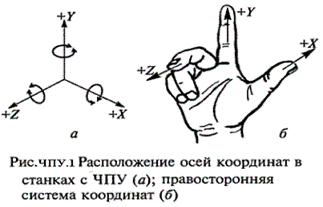



... станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1). Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая ...





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
0 комментариев