Навигация
3 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
3.1 Эксплуатация электрооборудования станка
Техническая эксплуатация и обслуживание электрооборудования станка состоит в обеспечении ежедневного контроля за выполнением правил эксплуатации и инструкций завода-изготовителя.
Одним из существенных элементов обслуживания электрооборудования станка являются систематические осмотры этого оборудования дежурными электромонтерами. Основной их обязанностью при осмотрах является наблюдение за правильной эксплуатацией электрооборудования, чтобы перегрузки не превышали допустимые, и чтобы оно содержалось в чистоте, своевременно смазывалось и т. п.
Помимо указанных осмотров, эксплуатируемое электрооборудование время от времени подвергают ремонтам и профилактическим (межремонтным) испытаниям. Назначение этих испытаний заключается в своевременном выявлении таких дефектов, которые не могут быть выявлены внешними осмотрами.
Профилактические испытания электрических машин и аппаратов с использованием средств технической диагностики, позволяют выявить уровень предельной выработки ресурса их узлов и деталей и предупреждения аварийных ситуаций.
Систематические осмотры и профилактические испытания электрооборудования обеспечивают своевременный вывод его в ремонт, увеличивая тем самым срок его службы. Совокупность перечисленных мероприятий по обслуживанию эксплуатируемого оборудования промышленных предприятий носит название системы планово-предупредительного ремонта (ППР).
Система ППР имеет профилактическую сущность, поскольку работы по техническому обслуживанию и ремонту электрооборудования производятся с целью предотвращения нарастающего износа, предупреждения аварийных ситуаций.
Возникающие в практике эксплуатации оборудования аварийные ситуации, связанные с неполадками и отказом техники приводят к дополнительным внеплановым расходам. По этой причине важную роль в организации производства играет деятельность, направленная на профилактику аварий, а не на их устранение.
В основе системы ППР заложены работы по техническому обслуживанию оборудования и по выполнению плановых ремонтов – текущих, средних и капитальных.
Организация и планирование ремонта оборудования при системе ППР основываются на определенных нормативах, позволяющих планировать объемы ремонтных работ, их очередность, сроки проведения, как по группам однородных станков, так и в целом по предприятию и его отдельным подразделениям.
Подводя итог выше сказанному, необходимо отметить, что основной задачей технического обслуживания и ремонта является обеспечение бесперебойной эксплуатации оборудования при минимальных затратах.
Поставленная задача решается путем рациональной организации текущего обслуживания оборудования в процессе его эксплуатации для предупреждения прогрессирующего износа, организацией своевременного планово-предупредительного ремонта и модернизацией устаревшего оборудования.
3.2 Организация ремонта электрооборудования станка
В процессе эксплуатации токарное оборудование подвергается физическому износу, из-за чего снижаются его точность, производительность и т.д. Это становится причиной снижения качества продукции, ухудшения технико-эксплуатационных характеристик оборудования и технико-экономических показателей производства.
Для компенсации износа и поддержания оборудования в работоспособном состоянии необходимо своевременно заменять износившиеся части оборудования, восстанавливать их первоначальные свойства, производить настройку отдельных агрегатов и выполнять другие виды работ по техническому обслуживанию и ремонту станка.
Техническое обслуживание и ремонт оборудования на предприятии осуществляет ремонтное хозяйство. Назначение ремонтного хозяйства предприятия заключается в своевременном и в полном объеме удовлетворение потребностей производственных подразделений предприятия в техническом обслуживании и ремонте оборудования с минимальными затратами.
Характерными работами для ремонтного предприятия являются: паспортизация и аттестация оборудования, разработка технологических процессов ремонта и их оснащение, планирование и выполнение работ по техническому обслуживанию и ремонту оборудования, модернизация оборудования.
Одним из условий эффективной организации любого предприятия является наличие отлаженного механизма выполнения ремонтных работ. Чем ниже удельный вес расходов на ремонт, обслуживание и содержание оборудования в себестоимости продукции, тем выше эффективность производства и самого ремонтного хозяйства.
Выполнению ремонтных работ предшествует техническая, материальная и организационная подготовка.
Техническая подготовка характеризуется выполнением проектных работ по разборке и последующей сборке оборудования, составлением ведомости дефектов, поломок, неисправностей. Их устранение требует соответствующей проработки восстановительных работ и операций.
Материальная подготовка сводится к составлению ведомости материалов, комплектующих деталей, инструмента и приспособлений. Материальная подготовка предполагает наличие достаточного запаса сменных деталей и узлов, а также транспортно-подъемных средств.
Ремонтные работы могут быть организованы одним из следующих методов: централизованным, децентрализованным и смешанным.
Централизация ремонтного хозяйства предполагает выполнение всех видов ремонта силами заводского ремонтно-механического цеха.
Децентрализованный метод более подходит для предприятий, где число производственного оборудования сравнительно невелико. В этом случае организуют небольшие ремонтные мастерские, в которых в течение года проходят ремонт до 60% всех машин и аппаратов.
В настоящее время наиболее распространенной и эффективной является смешанная форма организации ремонтов. Организация ремонта по данному методу заключается в том, что все виды технического обслуживания и ремонтов, за исключением капитального выполняет цеховая ремонтная служба, а капитальный ремонт – ремонтно-механический цех.
При такой организации ремонта можно пользоваться приемами узловой замены изношенных блоков, а также выполнение работ по ремонту во время технологического или междусменного простоя оборудования.
Все виды ремонта электрооборудования, независимо от формы организации, выполняют в определенной технологической последовательности, требующей организации характерных для ремонтного производства участков, отделений и бригад.
В ремонтных предприятиях, как правило, организуется соответствующая инфраструктура: складское отделение, отделения для разборки, дефекации и промывки поступившего в ремонт электрооборудования, масляное хозяйство, отделение производства обмоточных работ, отделение для механической обработки и сборки отремонтированного оборудования, а также испытательная станция.
Особое внимание при организации электроремонтного производства следует уделять качеству ремонта, чтобы в соответствии с задачами ремонта работоспособность электрического и электромеханического оборудования была бы полностью восстановлена. Это в свою очередь требует применения достаточно дорогого специализированного оборудования, окупающегося при достаточно высокой его загрузке.
В настоящее время при отсутствии дефицита в современном производственном оборудовании целесообразность ремонта не всегда очевидна. В случае если качественный ремонт невозможно обеспечить, целесообразнее заменить вышедшее из строя оборудование на новое.
Организация специализированных ремонтных предприятий создает условия для эффективного применения в ремонтном производстве высокопроизводительного оборудования и оснастки, прогрессивных технологических процессов и методов труда.
Похожие работы
... детали (1 для тел вращения). Себестоимость поковки равна 45,1 руб. Себестоимость литой заготовки 240 руб. Для изготовления заготовки хвостовика целесообразно использовать свободную ковку. Эскиз заготовки представлен на рис.4.1.5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то ...

... загибать поперек волокон. Для прикрепления раскладок применяют гвозди без шляпок в виде шпилек. Для этого гвоздь со шляпкой забивают примерно на 2/3 его длины и кусачками откусывают головку. Затем окончательно забивают шпильку, утапливая ее в древесину. Техника выполнения прорезной резьбы Прорезная резьба. Прорезная резьба выполняется методом сквозного про резания дощечек толщиной от 5 до ...
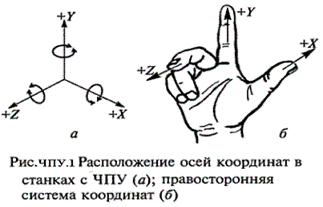



... станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1). Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая ...





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
0 комментариев