Навигация
Максимальное обжатие по прочности валков
14279
знаков
5
таблиц
0
изображений
1.1.3 Максимальное обжатие по прочности валков
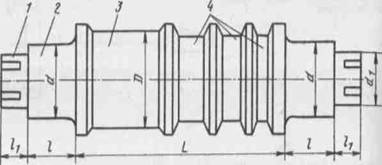
В соответствии с рекомендациями [2, стр. 17] для блюминга 1100 принимаем длину бочки валков ![]() , длину шейки
, длину шейки ![]() , ширину крайнего бурта
, ширину крайнего бурта ![]() , ширину калибра по дну
, ширину калибра по дну ![]() , ширину калибра по буртам при выпуске калибра
, ширину калибра по буртам при выпуске калибра ![]() , ширину вреза рассчитаем по формуле [2, стр. 30]:
, ширину вреза рассчитаем по формуле [2, стр. 30]:
![]() , где (1.21)
, где (1.21)
![]() – ширина вреза, мм;
– ширина вреза, мм;
![]() – ширину калибра по дну, мм;
– ширину калибра по дну, мм;
![]() – выпуск калибра.
– выпуск калибра.
![]()
Тогда получим [2, стр. 30]:
![]() , где (1.22)
, где (1.22)
![]() – длина шейки, мм.
– длина шейки, мм.
![]()
Для используемых стальных кованых валков принимаем допустимое напряжение на изгиб ![]() [2, с. 30],
[2, с. 30],
Находим допустимое усилие прокатки [2, с. 16]:
![]() , где (1.23)
, где (1.23)
![]() – допустимое усилие прокатки, кН;
– допустимое усилие прокатки, кН;
![]() – допустимое напряжение на изгиб, МПа;
– допустимое напряжение на изгиб, МПа;
L – длина бочки валков, мм.
![]()
Определяем максимальное обжатие по прочности валков при ![]() и
и ![]() [2, стр. 17]:
[2, стр. 17]:
 , где (1.24)
, где (1.24)
![]() – максимальное обжатие по прочности валков, мм.
– максимальное обжатие по прочности валков, мм.

1.1.4 Выбор максимального обжатия
В результате расчетов получили значения ![]() :
:
по условию захвата валками ![]()
по мощности электродвигателей ![]()
по прочности валков ![]()
Окончательно принимаем ![]()
1.2 Среднее обжатие за проход и число проходов
Определим среднее обжатие за проход ![]() .
.
Числовой коэффициент принимаем равным 0,9 – так как, слиток и блюм имеют разные сечения [2, стр. 17].
![]() , где (1.25)
, где (1.25)
![]() – среднее обжатие за проход, мм;
– среднее обжатие за проход, мм;
![]() – максимальное обжатие, мм.
– максимальное обжатие, мм.
![]()
Находим число проходов, необходимое для прокатки блюмов сечением ![]() при
при ![]() [2, стр. 18]:
[2, стр. 18]:
![]() , где (1.26)
, где (1.26)
![]() – число проходов;
– число проходов;
![]() – высота блюма, мм;
– высота блюма, мм;
![]() – ширина блюма, мм.
– ширина блюма, мм.
![]()
Так как, по предварительным расчетам число проходов ![]() слишком мало для обжатия данной заготовки, то принимаем число проходов
слишком мало для обжатия данной заготовки, то принимаем число проходов ![]()
Уточняем среднее обжатие [2, стр. 19]:
![]() (1.27)
(1.27)
![]()
Похожие работы
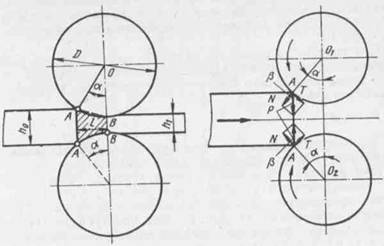
... h0 -- h1 ∆h Рис. 21.2. Очаг деформации и угол захвата при прокатке Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D. Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) ...
... С. Толщина рулонного горячекатаного подката определяется режимом его прокатки на стане холодной прокатки и конструкцией стана. Обычно толщина подката равна 2,5 мм. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ДИНАМНОЙ СТАЛИ Развитие производства электротехнических сталей характеризуется увеличением выпуска холоднокатаной динамной стали и сокращением производства горячекатаной динамной стали. У ...
... повысить пластичность поверхностных слоев на 40%. Это позволяет на 10-15% снизить энергозатраты на прокатку. Применение технологических смазок Применение традиционных смазочных материалов (минерального, растительного масла, синтетических смазок с содержанием поверхностно-активных веществ и др.) на толстолистовых станах трудно реализуемо из-за дефицитности и недостаточной эффективности, ...
... стана…………...15000 кВт; Данные параметры стана подходят для проката необходимой заготовки с размерами 300х300 и 250х1500 мм с заданной производительностью 2,5 млн. тонн/ год. 3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1 500 мм. В ...
0 комментариев