Навигация
Окончательная схема обжатий
14279
знаков
5
таблиц
0
изображений
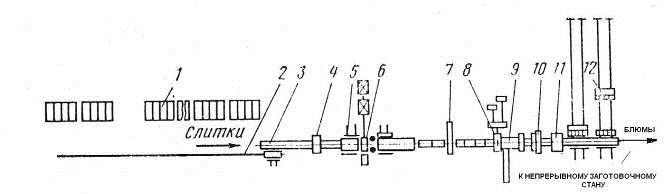
1.4 Окончательная схема обжатий
Составляем окончательную схему обжатий с учетом уширения по кривым А.Ф. Головина [2, стр. 21]. Результаты уширения приведены в таблице 2.
Окончательная схема обжатий при прокатке блюмов сечением 250×250 мм из слитка ![]() , массой 5500 кг на блюминге 1100 приведена в таблице 3.
, массой 5500 кг на блюминге 1100 приведена в таблице 3.
Таблица 2. Результаты уширения по методу А.Ф. Головина при прокатке блюмов сечением 250х250 мм на блюминге 1100
| номер прохода |
|
|
|
|
|
|
| |
| расчетное | принятое | |||||||
| 1 | - | - | - | - | - | - | - | 5 |
| 2* | - | - | - | - | - | - | - | 5 |
| 3 | - | - | - | - | - | - | - | 10 |
| 4* | 177,1 | 570 | 577,5 | 0,31 | 1,01 | 0,1 | 6,5 | 5 |
| 5 | 217,37 | 550 | 525 | 0,4 | 0,95 | 0,13 | 13 | 15 |
| 6* | 217,37 | 560 | 425 | 0,39 | 0,76 | 0,13 | 13 | 15 |
| 7 | 238,12 | 382,5 | 505 | 0,62 | 1,32 | 0,185 | 22,2 | 20 |
| 8* | 238,12 | 397,5 | 385 | 0,6 | 0,97 | 0,195 | 23,4 | 25 |
| 9 | 217,37 | 335 | 355 | 0,65 | 1,06 | 0,2 | 20 | 20 |
| 10* | 188,25 | 355 | 267,5 | 0,53 | 0,75 | 0,18 | 13,5 | 15 |
| 11 | 233,1 | 240 | 307,5 | 0,97 | 1,28 | 0,225 | 25,88 | 25 |
Таблица 3. Окончательная схема обжатий при прокатке блюмов сечением 250×250 мм на обжимном реверсивном стане 1100
| номер прохода | номер калибра |
|
|
|
|
| 0 | - | 700х700 (625х625) | - | - | - |
| 1 | I | 625х705 (590х630) | 75 (35) | 5 | |
| 2 | I | 555х710 (555х635) | 70 (35) | 5 | 1,28 |
| кантовка | |||||
| 3 | I | 595х565 (575х565) | 115 (60) | 10 | |
| 4 | I | 510х570 | 85 (65) | 5 | 1,12 |
| кантовка | |||||
| 5 | II | 480х525 | 90 | 15 | |
| 6 | II | 390х540 | 90 | 15 | 1,38 |
| кантовка | |||||
| 7 | III | 425х410 | 115 | 20 | |
| 8 | III | 315х435 | 110 | 25 | 1,38 |
| кантовка | |||||
| 9 | IV | 335х335 | 100 | 20 | |
| 10 | IV | 225x350 | 110 | 15 | 1,56 |
| кантовка | |||||
| 11 | V | 250x250 | 100 | 25 | |
Похожие работы
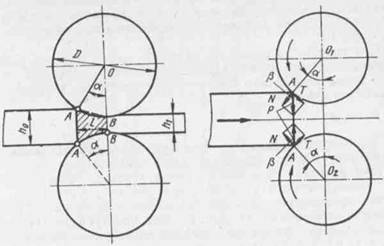
... h0 -- h1 ∆h Рис. 21.2. Очаг деформации и угол захвата при прокатке Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D. Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) ...
... С. Толщина рулонного горячекатаного подката определяется режимом его прокатки на стане холодной прокатки и конструкцией стана. Обычно толщина подката равна 2,5 мм. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ДИНАМНОЙ СТАЛИ Развитие производства электротехнических сталей характеризуется увеличением выпуска холоднокатаной динамной стали и сокращением производства горячекатаной динамной стали. У ...
... повысить пластичность поверхностных слоев на 40%. Это позволяет на 10-15% снизить энергозатраты на прокатку. Применение технологических смазок Применение традиционных смазочных материалов (минерального, растительного масла, синтетических смазок с содержанием поверхностно-активных веществ и др.) на толстолистовых станах трудно реализуемо из-за дефицитности и недостаточной эффективности, ...
... стана…………...15000 кВт; Данные параметры стана подходят для проката необходимой заготовки с размерами 300х300 и 250х1500 мм с заданной производительностью 2,5 млн. тонн/ год. 3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1 500 мм. В ...
0 комментариев