Литературный обзор
Роль технических условий при подтверждении соответствия продукции
Виды профилированных листов
Технологическая часть
Требования к защитным покрытиям
Маркировка
Требования к качеству готовой продукции
Согласование технических условий
Определение плановой численности исполнителей
Составление календарного плана разработки технических условий на профнастил с применением метода сетевого планирования
Расчет накладных расходов
Расчет сметной стоимости разработки технических условий на профнастил
Оценка степени влияния опасных и вредных производственных факторов на рабочих местах
Экологичность
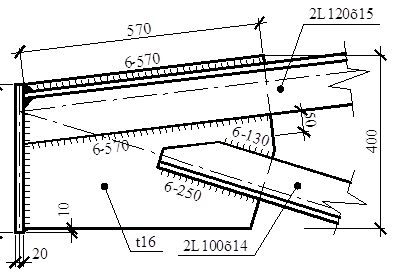
Размеры, форма сечений, справочные величины профилей должны соответствовать указанным на чертежах 1 - 4 приложений Б, В и таблицы №1
Навигация
Экологичность
Разработка проекта технических условий на профилированные листы для строительства
108078
знаков
18
таблиц
8
изображений
6.2 Экологичность
К числу основных вредных веществ, загрязняющих атмосферу на предприятии, относятся различные органические соединения, их производные, а также оксид углерода, сероводород, сероуглерод, окиды азота, хлор, сажа, пыль неорганических соединений, фтористые соединения и некоторые другие продукты.
ОАО «Эковент» осуществляет нормирование выбросов загрязняющих веществ (ЗВ) в окружающую природную среду путем установления нормативов предельно допустимых выбросов (ПДВ) в атмосферу.
Разработка проекта нормативов ПДВ производится не реже одного раза в пять лет в соответствии с ГОСТ 17.2.3.02 [38].
Заключение
В данной выпускной квалификационной работе рассмотрены вопросы, связанные с возможностью применения технических условий, приведен анализ спроса на профилированные листы, установлены основные требования предъявленные к созданию, утверждению и регистрации нормативных документов.
Описан технический процесс производства профнастила, установлены требования к сырью и исходных материалам, геометрическим параметрам.
Приводится правила приемки, методы контроля.
Разработан проект технических условий на «Профили стальные листовые гнутые с трапециевидными гофрами».
Список литературы
1 Федеральный закон от 27.12.2002 N 184-ФЗ "О техническом регулировании" (с изменениями от 5 июня 2007г.) - М.: Госстандарт России: Издательство стандартов, 2007. - 42 с.
2 Берновский Ю.А. Технические условия в условиях технического регулирования/ Ю.А.Берновский //Стандарты и качество,2003.-№10.-С.44-46.
3 Берновский Ю.А. Шесть ответов на вопросы о технических условиях/ Ю.А.Берновский // Стандарты и качество,2007.-№6.-С.40-43.
4 ГОСТ 14192-96. Маркировка грузов - М.: Госстандарт России: Издательство стандартов, 1996. - 28 с.
5 ГОСТ Р 8.579-2001. Государственная система обеспечения единства измерений. Требования к количеству фасованных товаров в упаковках любого вида при их производстве, расфасовке, продаже и импорте - М.: Госстандарт России: Издательство стандартов, 2001. - 54 с.
6 Постановление Правительства РФ от 21 декабря 2002г. № 987 "О государственном надзоре и контроле в области обеспечения качества и безопасности пищевых продуктов" (с изменениями от 29 июня 2006 г.) - М.: Приор, 2006. – 34 с.
7 Федеральный закон Российской Федерации от 27 июля 2006г. N 149-ФЗ "Об информации, информатизации и защите информации" - М.: Приор, 2006. - 29 с.
8 ГОСТ 14918-80. Сталь тонколистовая оцинкованная с непрерывных линий - М.: Госстандарт России: Издательство стандартов, 1980. - 36 с.
9 ТУ 14-11-247-88. Листы из тонколистового проката с алюмоцинковым покрытием.
10 ТУ 14-11-236-88. Прокат тонколистовой холоднокатаный алюминированный. Технические условия.
11 Федеральный закон 149-ФЗ "Об информации, информатизации и защите информации"- М.: Госстандарт России: Издательство стандартов, 2002. - 33 с.
12 Анализ перспективности производства профнастила. – Электрон. дан. – Режим доступа : http // www.profnastil.ru/analis-prof/.html.
13 ТУ 14-1-4695-89. Прокат тонколистовой холоднокатаный электролитический оцинкованный с полимерными покрытиями. Технические условия
14 ГОСТ 30246-94. Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций - М.: Госстандарт России: Издательство стандартов, 1994. - 28 с.
15 ГОСТ 24045-94. Профили стальные листовые гнутые с трапециевидными гофрами - М.: Госстандарт России: Издательство стандартов, 1994. - 34 с.
16 ГОСТ 2.114-95. Технические условия. - М.: Госстандарт России: Издательство стандартов, 1995. - 38 с.
17 ГОСТ 22352-77. Гарантии изготовителя. Установление и исчисление гарантийных сроков в стандартах и технических условиях. Общие положения. - М.: Госстандарт России: Издательство стандартов, 1977. - 25 с.
18 ГОСТ 19904-90. Прокат листовой холоднокатаный. Сортамент. - М.: Госстандарт России: Издательство стандартов, 1990. - 28 с.
19 ГОСТ 7566-94. Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение. - М.: Госстандарт России: Издательство стандартов, 1994. - 37 с.
20 ГОСТ 15846-2002. Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение. - М.: Госстандарт России: Издательство стандартов, 1996. - 34 с.
21 ГОСТ 7502-98. Рулетки измерительные металлические. Технические условия. - М.: Госстандарт России: Издательство стандартов, 1998. - 31 с.
22 ГОСТ 164-90. Штангенрейсмасы. Технические условия. - М.: Госстандарт России: Издательство стандартов, 1990. - 28 с.
23 ГОСТ 8026-92. Линейки поверочные. Технические условия. - М.: Госстандарт России: Издательство стандартов, 1992. - 22 с.
24 ТУ 2.034-225-87. Щупы. Технические условия. - М.: Госстандарт России: Издательство стандартов, 1987. - 27 с.
25 ГОСТ 3749-77. Угольники поверочные 90. Технические условия. - М.: Госстандарт России: Издательство стандартов, 1977. - 33 с.
26 ГОСТ 15150-69. Машины, приборы и другие технические изделия. - М.: Госстандарт России: Издательство стандартов, 1969. - 35 с.
27 ГОСТ 2.105 - 79. Общие требования. - М.: Госстандарт России: Издательство стандартов, 1979. - 24 с.
28 ГОСТ 2.301 - 68. Форматы. - М.: Госстандарт России: Издательство стандартов, 1996. - 28 с.
29 ГОСТ 2.104 - 68. Основные надписи. - М.: Госстандарт России: Издательство стандартов, 1968. - 23 с.
30 ГОСТ 2.201 - 80. Обозначение изделий и конструкторских документов. - М.: Госстандарт России: Издательство стандартов, 1980. - 34 с.
31 ГОСТ 2.501 - 88. Правила учета и хранения. - М.: Госстандарт России: Издательство стандартов, 1996. - 28 с.
32 ГОСТ 2.503 - 90. Правила внесения изменений. - М.: Госстандарт России: Издательство стандартов, 1990. - 31 с.
33 ГОСТ 15.001 - 88. Продукция производственно - технического назначения. - М.: Госстандарт России: Издательство стандартов, 1988. - 25 с.
34 СНиП 23-05-95. Естественное и искусственное освещение. - М.: Госстандарт России: Изд-во стандартов, 1995. - 24с.
35 ГОСТ 12.1.005-88. Общие санитарно-гигиенические требования к воздуху рабочей зоны. - М.: Госстандарт России: Изд-во стандартов, 1988. - 32 с.
36 ГОСТ 12.1.006-84. Электромагнитные поля радиочастот. Общие требования безопасности. - М.: Госстандарт России: Изд-во стандартов, 1984. - 21с.
37 СНиП 2.01.02-85. Противопожарные нормы. - М.: Госстандарт России: Издательство стандартов, 1985. - 27 с.
38 ГОСТ 17.2.3.02-78 "Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями".- М.: Госстандарт России: Издательство стандартов, 1978. - 24 с.
39 Белов С.В. Безопасность жизнедеятельности: Учебник для вузов / С.В. Белов, А.В. Ильницкая, А.Ф. Козьяков. - 4-изд., перераб. и доп. - М.: Высшая школа, 2004. - 606 с.
40 Самогородская М.И. Экономика предприятия: Учеб. пособие / М.И. Самогородская.- Воронеж.: ВГУ, 2004.- 139 с.
Приложение А. Маршрутная карта на технологический процесс изготовления профилированных листов
| Разработал | ОАО «Эковент» | Маршрутная карта на технологический процесс изготовления профилированных листов | Операционное описание | |||||||||||||||||||
| Инженер ОТ | Титов В.Г. | |||||||||||||||||||||
| Инженер ОКК | Насонова О.С. | |||||||||||||||||||||
| Проверил | Гоголев И.Н. | Профилированные листы | ||||||||||||||||||||
| Н.контроль | Аржанов В.М. | |||||||||||||||||||||
| А | Цех | Уч-к | РМ | Опер. | Код, наименование операции | Обозначение документа | ||||||||||||||||
| Б | Код, наименование оборудования | СМ СМ | Проф. | Р | УТ | КР | КОИД | Ен | ОП | Кшт | Тпз | Тшт | ||||||||||
| К/М | Наименование детали, сб единицы или материала | Обозначение, код | ОПП | Ев | Ен | КИ | Н.расх | |||||||||||||||
| А | 5 005 Контроль входной ТВК | |||||||||||||||||||||
| О | Контролировать геометрические размеры, кромку и смотку рулона ленты | |||||||||||||||||||||
| М | Рулон ленты | |||||||||||||||||||||
| Т | Микрометр МЛ 25-1; рулетка 3м | |||||||||||||||||||||
| А | 5 010 Загрузка ИОТ №79; ИОТ№72 | |||||||||||||||||||||
| Б | Кран балка 1 1 | |||||||||||||||||||||
| Б | Стан прокатный (ПС) 1 | |||||||||||||||||||||
| О | Переместить ленту из ложемента к разматывающему устройству стана | |||||||||||||||||||||
| О | Установить крестовину в рулон ленты | |||||||||||||||||||||
| О | Раскрутить сегменты крестовины до внутреннего диаметра рулона ленты | |||||||||||||||||||||
| Продолжение таблицы А1 | ||||||||||||||||||||||
| О | Установить крестовину с лентой на разматыватель | |||||||||||||||||||||
| М | Рулон ленты | |||||||||||||||||||||
| Т | Ложемент | |||||||||||||||||||||
| Т | Строп УСК1 - 1.5 | |||||||||||||||||||||
| А | 5 015 Подготовка к работе ИОТ №79 | |||||||||||||||||||||
| Б | Стан прокатный 1 | |||||||||||||||||||||
| О | Отрегулировать зазор между роликами верхнего и нижнего валов =S+0.1 мм. где S - толщина металла. | |||||||||||||||||||||
| О | Провести смазку всех трущихся поверхностей | |||||||||||||||||||||
| О | Проверить работу прокатного стана и отрезной машины на холостом ходу | |||||||||||||||||||||
| М | ЦИАТИМ-201 | |||||||||||||||||||||
| Т | Щуп 100, набор 4 кл.1 | |||||||||||||||||||||
| А | 5 020 Профилирование ИОТ №79; ИОТ №79; ТУ 1111-002-54583848-2004; ИУП №502 | |||||||||||||||||||||
| Б | Кран - балка 1 | |||||||||||||||||||||
| Б | Стан прокатный 1 | |||||||||||||||||||||
| О | Подать конец рулона к блоку валков через устройство ориентирования | |||||||||||||||||||||
| О | Включить линию ПС и упаковочный кондуктор брикета | |||||||||||||||||||||
| О | Пропустить ленту через блок валков | |||||||||||||||||||||
| О | Заправить конец профилированного листа в устройство резки | |||||||||||||||||||||
| О | В наладочном режиме отрезать 0.05 - 0.1 м профиля имеющего остаточную деформацию | |||||||||||||||||||||
| О | Изготовить одну единицу профилированного листа | |||||||||||||||||||||
| О | Контролировать размеры и форму согласно ТУ | |||||||||||||||||||||
| О | Запустить линию в автоматическом режиме | |||||||||||||||||||||
| О | Переработать металл до конца ленты | |||||||||||||||||||||
| О | Отключить линию ПС | |||||||||||||||||||||
| О | Упаковать блок профиля в соответствии с инструкцией по упаковки | |||||||||||||||||||||
| О | Переместить блок профиля на промежуточный склад | |||||||||||||||||||||
| О | Сделать соответствующую запись в журнале учета | |||||||||||||||||||||
| М | Кран - вилы | |||||||||||||||||||||
| М | Лента упаковочная ПН 0,5х20мм., лента упаковочная п/п. | |||||||||||||||||||||
| Продолжение таблицы А1 | ||||||||||||||||||||||
| М | Брус 80х80 мм. L=0.97 м., брус 50х20 мм. L=0.97 м. | |||||||||||||||||||||
| Т | Рулетка 3м., угломер, МУЛ-10 | |||||||||||||||||||||
| А | 5 025 Контроль операционный ТУ 1111-002-54583848-2004 | |||||||||||||||||||||
| Б | Линия ПС 1 | |||||||||||||||||||||
| О | Контролировать внешний вид и дефекты на кромках профилированного листа | |||||||||||||||||||||
| О | Контролировать параметры профиля через каждые 300 м. | |||||||||||||||||||||
| М | Рулон ленты | |||||||||||||||||||||
| Т | Рулетка, штангенциркуль ШЦ-II-400-0,05, угломер. | |||||||||||||||||||||
| А | 5, 6 030 Перемещение | |||||||||||||||||||||
| Б | Автопогрузчик 5 т. 1 2 | |||||||||||||||||||||
| О | Переместить блок профилированного листа на склад готовой продукции | |||||||||||||||||||||
| М | Блок профиля | |||||||||||||||||||||
| 5 040 Окончание работ | ||||||||||||||||||||||
| А | Привести закрепленную территорию в соответствие с требованиями промышленной санитарии | |||||||||||||||||||||
| О | Убрать в шкаф используемый инструмент | |||||||||||||||||||||
| О | Убрать упаковочный материал в ящик | |||||||||||||||||||||
| О | Убрать отходы производства в контейнер (для металлолома или мусора) | |||||||||||||||||||||
| О | Очистить стан от пыли | |||||||||||||||||||||
| О | Накрыть блок валков брезентом | |||||||||||||||||||||
| М | Ветошь | |||||||||||||||||||||
| М | Керосин | |||||||||||||||||||||
| Т | Щетка; метла | |||||||||||||||||||||
Приложение Б. Эскизы профилированных листов
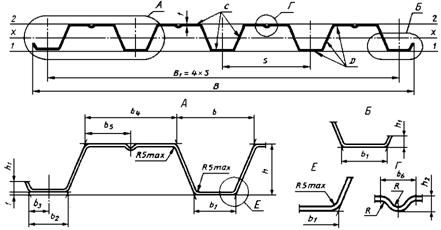
Рисунок Б1 - Профилированный лист типа Н высотой 60 мм
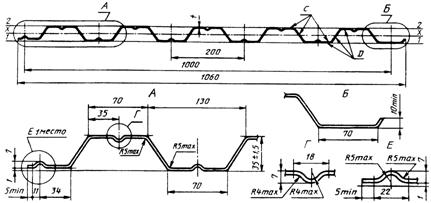
Рисунок Б2- Профилированный лист типа НС высотой 35 мм
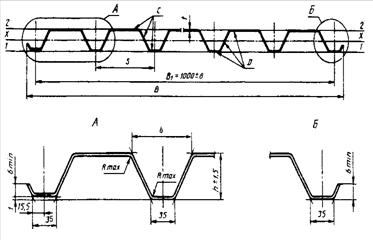
Рисунок Б3 - Профилированный лист типа С высотой 21 мм
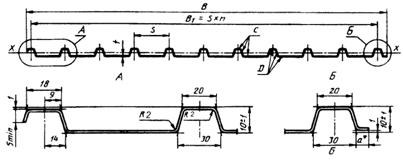
Рисунок Б4 - Профилированный лист типа С высотой 10 мм
Приложение В. Технологический процесс изготовления профилированных листов на профилегибочном стане
Таблица Б1 Технологический процесс изготовления профилированных листов на профилегибочном стане
| А | Наименование операции |
| Б | Наименование оборудования |
| К/М | Наименование детали или материала |
| А А Б Т Т А Б Б Т Т А Б Т Т Т Т А Б Т А Б Б Б Б М М А Т А Б Б Т А Т | 05 Контроль входной. 1. Контролировать соответствие рулона маркировке. 2. Провести контроль ленты (штрипс) в соответствиие с требованиями входного контроля. 10 Транспортирование. Кран-балка 1. Транспортировать рулон от линии ЛА-82 к ложементу ПС Ложемент Захват 15 Загрузка. Кран-балка Линия ПС 1. Транспортировать рулон от ложемента к разматывателю ПС. 2. Снять ось с разматывателя ПС и вставить ее в рулон с лентой(штрипс). 3. Совместить оси рулона и разматывателя. 4. Установить и закрепить рулон в разматыватель. 5. Удалить стяжку с рулона ленты(штрипс). 6. Снять ярлык с рулона ленты. Ножницы ручные для металла 2809-0003.КД21ХР СИЗ: рукавицы тип Б 20 Подготовка Линия ПС 1. Выстатить ограничитель на необходимую длину. 2. Отрегулировать блок валков под толщину металла. Штангенциркуль ШЦ -11-250 Микрометр МЛ-25 -1 Щуп 100, наб 4, кл.т 1 Поверочная линейка 25 Профилирование. Линия ПС 1. Подать конец рулона к блоку валков через устройство ориентирования. 2. Пропустить ленту через блок валков, контролируя качество гиба. 3. Заправить конец профиля в устройство резки. 4. В наладочном режиме пропустить через ножевое устройство 0.02-0,2 м профиля, имеющего остаточную деформацию. 5. Изготовить профилированный лист необходимой длины. 6. Остановить линию. 7. Контролировать параметры изготовленного листа. 8. Включить постоянный режим профилирования. 9. Переработать рулон металла до конца. 10. Отключить линию 11. Сделать соответствующую запись в журнале учета и на сопроводительном ярлыке. СИЗ: рукавицы тип Б 30 Упаковка Упаковочный полуавтомат Устройство комбинированное Кондуктор упаковочный брикета КУ-1 Кондуктор упаковочный блока КУ-2 Лента ОЦ 20 мм Брус 8х8 см ( или другой по поставке) 1. Проложить ленту 20 мм и брус 8х8 см в КУ-2 2. Сформировать брикет в КУ-1 в соответствие со схемой упаковки. 3. Упаковать брикет по схеме. 4. Переложить брикет в КУ-2. 5. Сформировать блок профиля по схеме упаковки. 6. Упаковать блок по схеме упаковки. На рабочем месте должен находится упаковочный материал, который необходим для упаковки конкретного блока. 35 Контроль 1. Контролировать внешний вид и отсутствие дефектов на кромках профилированного листа(заусенцы, рваный край). 2. Контролировать технические требования, предъявляемые к листу согласно ТУ, через 300 м. Щтангенциркуль ШЦ-250 3. Оформить на каждый отправляемый блок соответствующий ярлык 40 Транспортирование Кран-балка Автопогрузчик 1. Транспортировать профилированный лист от линии ПС на промежуточный склад. Приспособление транспортировочное. 2. Установить нижний блок профиля на 4 бруска 8х8х20см 3. Транспортировать профилированный лист с промежуточного склада на склад готовой продукции с сопроводительными документами. 45 Окончание работы Уборочный инвентарь 1. Убрать используемый инструмент в шкаф инструментальный 2. Убрать отходы производства в контейнеры (соответственно металлолом или мусор) 3. Очистить стан профильный от пыли 4. Накрыть стан брезентом 5. Привести рабочее место в соответствие с требованиями охраны труда. |
Технические требования
1.1Профилированные листы должны соответствовать требованиям настоящих технических условий, комплекту рабочих чертежей, технологическому регламенту.
1.2По назначению профилированные листы изготавливаются для стеновых ограждений - тип С .
1.3 Профилированные листы должны изготавливаться из тонколистового оцинкованного проката по ГОСТ 14918, предназначенного для холодного профилирования, с уменьшенной разнотолщинностью, первого класса покрытия.
1.4 Профилированные листы с лакокрасочным покрытием должны изготавливаться из проката с защитно-декоративным лакокрасочным покрытием для строительных конструкций по ГОСТ 30246.
1.5 По наличию защитно-декоративного лакокрасочного покрытия листы подразделяются:
- на листы без лакокрасочного покрытия (без обозначения)
-на листы с лакокрасочным покрытием по ГОСТ 30246 (указывается лакокрасочное покрытие).
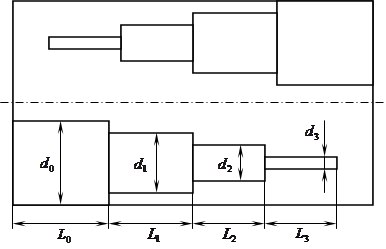
1.6 Профилированные листы обозначаются в соответствии со следующей схемой:
1 - тип профилированного листа
2 - размеры профилированного листа в миллиметрах
3 - материал исходной заготовки
4 - обозначение лакокрасочного покрытия
5 - обозначение настоящих тех. условий
Примеры условных обозначений:
С10 - 1125 - 0,5 - ТУ-1120-004-54583848-2007;
Профилированный лист для стеновых ограждений высотой 10 мм, шириной 1125 мм, толщиной 0,5 мм, без лакокрасочного покрытия, изготовлен из оцинкованного проката.
С60 - 902 - 0,5 - ЛКОЦП -RAL 7004-ТУ-1120-004-54583848-2007.
Профилированный лист для стеновых ограждений высотой гофры 60 мм, шириной 902 мм, толщиной 0,5 мм, с лакокрасочным покрытием цвета RAL 7004, изготовлен из оцинкованного проката.
1.7Основные параметры и размеры
Похожие работы
... 1798181,5 - - - - Всего сметная стоимость 39868706 1820139 2511253 295369 - 33869 5280 Объектная смета на строительство завода цинкования мелкоразмерных конструкций Результат сметных расчетов по общестроительным, санитарно-техническим, электрическим работам сводятся в смету на объект, которая составляется ...
... основе его широкой индустриализации. Современное развитие сельскохозяйственного производства предъявляет качественно новые требования к вопросам технологии содержания животных и птицы, машинам и оборудованию для комплексной механизации и автоматизации производственных процессов, объемно-планировочным и конструктивным решениям зданий и сооружений, на основе которых должны создаваться прогрес ...
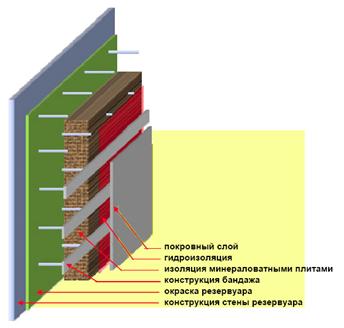
... резервуаров определяются в соответствии со [21] и [28]. На площадке предусматривается единая система автоматической противопожарной защиты. На площадке предусматривается два пожара. Один на резервуарном парке, второй на установке АТ-2 или АТ-1. 2.7 Спецвопрос. Замена теплоизоляции резервуара Энерго- и ресурсосбережение является одним из основных направлений технической политики в мире. В ...
... с металлическим каркасом является «Либерти Мьючиал Иншуренс билдинг» (1908 г.). Начало каркасного строительства в Европе — во Франции, Бельгии, Западной Швейцарии (1890—1930гг.) Франция и Бельгия были первыми европейскими странами, в которых получили применение конструкции стального каркаса многоэтажных зданий. Это не случайно — материальные и психологические предпосылки были здесь ...
0 комментариев