Литературный обзор
Роль технических условий при подтверждении соответствия продукции
Виды профилированных листов
Технологическая часть
Требования к защитным покрытиям
Маркировка
Требования к качеству готовой продукции
Согласование технических условий
Определение плановой численности исполнителей
Составление календарного плана разработки технических условий на профнастил с применением метода сетевого планирования
Расчет накладных расходов
Расчет сметной стоимости разработки технических условий на профнастил
Оценка степени влияния опасных и вредных производственных факторов на рабочих местах
Экологичность
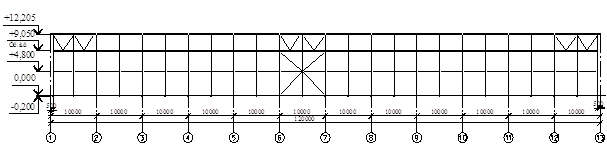
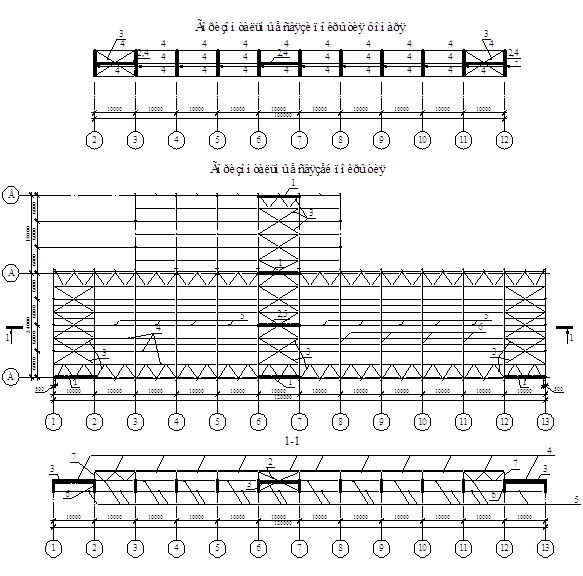
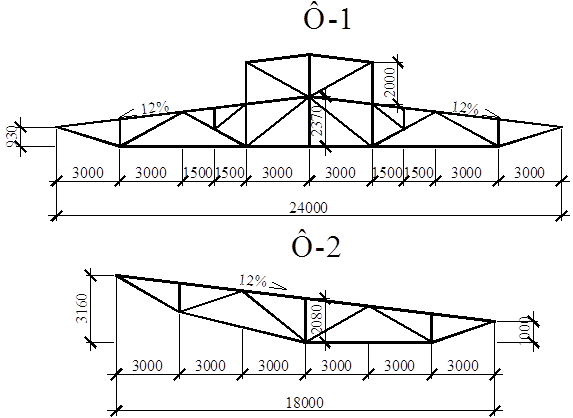
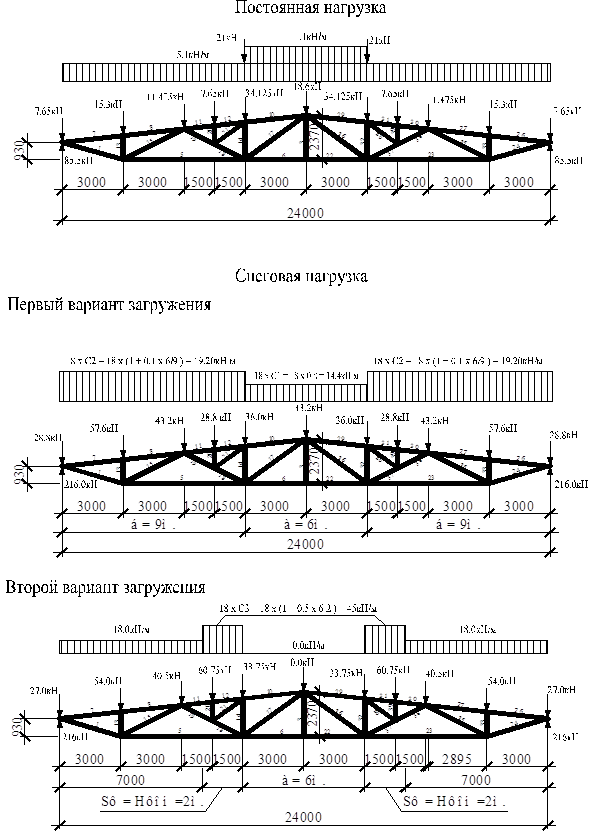
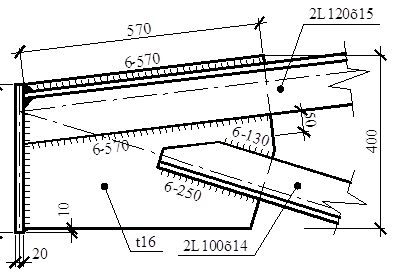
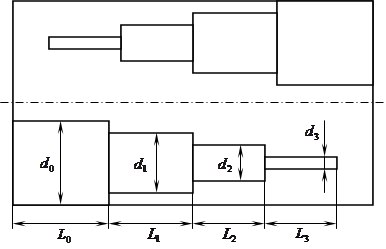
Размеры, форма сечений, справочные величины профилей должны соответствовать указанным на чертежах 1 - 4 приложений Б, В и таблицы №1
Навигация
Маркировка
Разработка проекта технических условий на профилированные листы для строительства
108078
знаков
18
таблиц
8
изображений
2.2.5 Маркировка
Маркировка профилированных листов приводят по ГОСТ 7566 [15]. Маркировку наносят на ярлык, который крепят к пакету. Маркировка должна содержать:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение профилированного листа;
- длину и количество профилированных листов в пакете;
- теоретическую массу пакета;
- номер пакета и партии;
- клеймо технического контроля предприятия-изготовителя.
2.2.6 Упаковка
Упаковку осуществляются по чертежам предприятия-изготовителя, утвержденным в установленном порядке. Упаковка должна обеспечить сохранность профилированных листов и защитного покрытия от механических повреждений, а также от смещения листов в пакете относительно друг друга.
Упаковка профилированных листов, предназначенных для экспорта, должна соответствовать нормативной документации, утвержденной в установленном порядке, и контракту.
При отгрузке профилей в районы Крайнего Севера и труднодоступные районы упаковка должна производиться в соответствии с ГОСТ 15846 [16].
2.3Технология и контроль производства
Технологический процесс изготовления профилированных листов состоит из нескольких операций.
Первой операцией является входной контроль рулона. После проверки соответствия маркировки рулон транспортируют от линии ЛА-82 к ложементу ПС,затем к разматывателю .На операции «Загрузка» совмещают оси рулона и разматывателя, устанавливают и закрепляют рулон в разматыватель ,удаляют стяжку с рулона и снимают ярлык с рулона.
На операции «Подготовка» выставляют ограничитель на определенную длину профнастила, выполняют регулировку блока валков под толщину валков.
Операция «Профилирование» выполняется в следующей последовательности. Конец рулона подается к блоку валков, заправляется в устройство резки в наладочном режиме через ножевое устройство пропускается 0,2 м профлиста. В дальнейшем изготавливают профлист необходимой длины. Останавливают линию, проводят контроль параметров изготовленного листа. Если контроль завершился удачно и параметры соответствуют предъявляемым требованиям к профлисту - включает постоянный режим профилирования до полной переработки рулона.
На операции «Упаковка» формируют и упаковывают брикет в соответствие со схемой упаковки. После переработки рулона линию отключают, в журнале учета делается соответствующая запись. Во время выполнения операции «Контроль» выполняют контроль внешнего вида и отсутствие дефектов на кромках профлиста. После операции «Контроль» следует транспортировка блока профлиста на промежуточный склад, с промежуточного склада блок транспортируют на склад готовой продукции с сопроводительными документами. После окончания работ рабочее место убирается и приводится в соответствие с требованиями охраны труда.
Технология производства профнастила представлена в таблице 2.
Таблица 2 - Технология производства профнастила
| Наименование операции | Режимы и параметры | Оборудование | Средства и методы контроля | ||
| 1 | 2 | 3 | 4 | ||
| 1Контроль входной | 1.Контроль соответствия рулона маркировке | Штангенциркуль ЩЦ-11-50 Микрометр МЛ-25-1 | |||
| 2 Транспортирова-ние | Транспортировка рулона от линии ЛА-82 к ложементу ПС | Кран-балка | - | ||
| 3 Загрузка | 1.Рулон транспортируются от ложемента к разматывателю ПС 2.Совмещают оси рулона и разматывателя 3.Установливливается и закрепляется рулон ленты в разматыватель 4.Удаляется стяжка с рулона 5.Снимают ярлык с рулона ленты | Кран-балка Линия ПС | - | ||
| 4 Подготовка | 1.Выставляется ограничетель на определенную длину 2.Блок валков регулируется под толщину металла | - | Штангенциркуль ЩЦ-11-50 Микрометр МЛ-25-1 Щуп 100 Поверочная линейка | ||
| 5 Профилирование | 1.Конец рулона подается к блоку валков 2.Пропускают ленту через блок валков 3.Конец профиля заправляется в устройство резки 4.В наладочном режиме пропускается Через ножевое устройство 0.02-0.2м профиля 5.Изготавливается профилированный лист необходимой длины 6.Останавливается линия 7.Контролируется параметры изготовленного листа 8.Включается постоянный режим профилирования 9.Рулон металла перерабатывается до конца 10.Отключается линия 11.В журнале учета и на сопроводительном ярлыке делается запись | - | - | ||
| 6 Упаковка | 1.Сформировывается брикет в Ку-1 в соответствие со схемой упаковки. 2.Брикет упаковывается по схеме | Упаковочный автомат Кондуктор упаковочный блока Ку-2 | - | ||
| 7 Контроль | Контроль внешнего вида и отсутствие дефектов | - | ЩЦ-250 | ||
| 1 | 2 | 3 | 4 | ||
| 8.Транспортировка | 1.Профлист транспортируется от линии ПС на промежуточный склад 2.Транспортировка с промежуточного склада на склад готовой продукции с сопроводительной документацией | Кран-балка | |||
| 9.Окончание работ | 1.Использоваемый инструмент убирается в шкаф 2.отходы производства помещают в контейнер 3.Стан профил-1 очищают от пыли 4.раб.место приводится в соответствие с требованиями об охране труда | Уборочный инвентарь | |||
В приложении А представлена маршрутная карта на технологический процесс производства профнастила.
В приложении Б представлены эскизы профилированных листов.
Технологический процесс изготовления профилированных листов на профилегибочном стане представлен в приложении В.
Похожие работы
... 1798181,5 - - - - Всего сметная стоимость 39868706 1820139 2511253 295369 - 33869 5280 Объектная смета на строительство завода цинкования мелкоразмерных конструкций Результат сметных расчетов по общестроительным, санитарно-техническим, электрическим работам сводятся в смету на объект, которая составляется ...
... основе его широкой индустриализации. Современное развитие сельскохозяйственного производства предъявляет качественно новые требования к вопросам технологии содержания животных и птицы, машинам и оборудованию для комплексной механизации и автоматизации производственных процессов, объемно-планировочным и конструктивным решениям зданий и сооружений, на основе которых должны создаваться прогрес ...
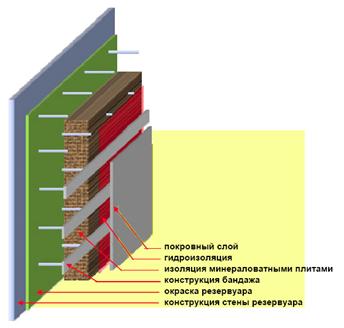
... резервуаров определяются в соответствии со [21] и [28]. На площадке предусматривается единая система автоматической противопожарной защиты. На площадке предусматривается два пожара. Один на резервуарном парке, второй на установке АТ-2 или АТ-1. 2.7 Спецвопрос. Замена теплоизоляции резервуара Энерго- и ресурсосбережение является одним из основных направлений технической политики в мире. В ...
... с металлическим каркасом является «Либерти Мьючиал Иншуренс билдинг» (1908 г.). Начало каркасного строительства в Европе — во Франции, Бельгии, Западной Швейцарии (1890—1930гг.) Франция и Бельгия были первыми европейскими странами, в которых получили применение конструкции стального каркаса многоэтажных зданий. Это не случайно — материальные и психологические предпосылки были здесь ...
0 комментариев