Навигация
Выбор способов восстановления
15170
знаков
5
таблиц
0
изображений
1.2 Выбор способов восстановления
Выбор того или иного способа восстановления на конкретном предприятии зависит от технико-экономических показателей. Наиболее рациональным способом ремонта детали будет тот, который обеспечивает наибольший срок службы отремонтированной детали при наименьших затратах, не превышающих стоимость новой детали.
Рациональный способ восстановления деталей выбирается путем последовательного использования следующих критериев:
- критерий долговечности;
- технико-экономический критерий.
Износ шеек под наружный и внутренний подшипник: Для обеспечения работоспособности сопряжений требуется восстановить правильную геометрическую форму и свойства поверхностных слоев деталей, а также обеспечить заданные при изготовлении допуски на размеры. Так как износ составляет 0,03 мм, то шлифованием можно добиться восстановления только под ремонтный размер, кроме того нужно будет производить последующую термообработку.
Рассмотрим способ хромирование + шлифование. Применяя хромирование, можно обеспечить нанесение слоя металла до 0,3 мм. Что обеспечит доведение диаметра детали до размера на 0,2мм больше чем номинальный размер. Для доведения детали до номинального размера. применим шлифование. Выберем данный способ.
Обоснование выбранного способа – хромирование + шлифование. Износостойкость увеличится в 1,67 раза, сцепление снизится на 20%, долговечность повысится в 1,73 раза. . Выберем данный способ.
Кд = f(Ки Кв Ксц ),
Где Ки- коэффициент износостойкости, Ки =0,98;
Кв – коэффициент выносливости, Кв = 1;
Ксц – коэффициент сцепляемости, Ксц =1
Кд = 0,66•0,97•09 =0,58
Обоснование выбранного способа – хромирование + шлифование. Износостойкость увеличится в 1,67 раза, сцепление снизится на 20%, долговечность повысится в 1,73 раза. Трудоемкость и энергоемкость хромирования по сравнению с механической обработкой увеличивается в 3 раза. Производительность снижается в три раза.
При восстановлении данного дефекта механической обработкой: износостойкость уменьшится в 1,5 раза, сцепление снизится на 10%, долговечность понизится в 1,7 раза. Трудоемкость и энергоемкость механической обработки по сравнению с хромированием уменьшится в 4 раза. Производительность увеличивается в 3 раза. Сопоставив все данные отдаем предпочтение долговечности и надежности, то есть в пользу хромирования [8].
Критерий долговечности может быть выражен коэффициентом долговечности Кд, который определяется как функция трёх аргументов:
Кд = 0,89•1•1 =0,89
Износ резьбы на хвостовике: Для обеспечения надежности крепления ступицы колеса к кулаку недопустимо уменьшение диаметра резьбового соединения. Выбираем способ восстановления наплавкой слоя металла в среде углекислого газа и нарезкой резьбы номинального диаметра. Наплавка в среде углекислого газа является самым дешевым способом наплавки и может обеспечить требуемую твердость до 300 НВ. Также она имеет наибольший коэффициент долговечности равный 0,85. ![]()
Кд = 0,87•1,8•0,9 =1,41
Износ втулок под шкворень: В нашем случае износ втулки составляет 0,5мм, а для грузовых автомобилей сопряжение с зазором 1,5мм считается годным к дальнейшей эксплуатации то, втулки заменять не требуется.
Экономический эффект от восстановления деталей на специализированном АРП:
![]() , %
, %
где МП – расходы на материал и изготовление заготовки в % от себестоимости изготовления, МП=70%;
![]() - расходы на зарплату в % от себестоимости изготовления,
- расходы на зарплату в % от себестоимости изготовления, ![]() = 10%;
= 10%;
![]() - расходы на ремонтные материалы,
- расходы на ремонтные материалы, ![]() =81,3 руб (с учетом расходов на наплавку и хромирование);
=81,3 руб (с учетом расходов на наплавку и хромирование);
![]()
где ![]() - накладные расходы к основной зарплате на автозаводе,
- накладные расходы к основной зарплате на автозаводе, ![]() =5;
=5;
![]() - накладные расходы к основной зарплате на АРЗ,
- накладные расходы к основной зарплате на АРЗ, ![]() =2,1;
=2,1;
K′ =0,8•5 – 0,45 – 1,25•2 = 0,925
![]()
![]() 0,8*70+2,53*10;
0,8*70+2,53*10;
![]()
![]() 81,3%
81,3%
![]() ;
;
Эв=68,7%
Экономия в рублях:
Э![]()
Где Си-себестоимость изготовления детали=21,30;
N-программа восстановления деталей;
Э![]() ;
;
Эв=68,7%![]()
Похожие работы
... им из наиболее чистых средних слоев. Остановочный путь, тормозной. Путь проходимый от момента обнаружения препятствия до полной остановки. Тормозной – основной показатель тормозной системы. На него влияет конструкция, технической состояние тормозной системы и и действие водителя. Билет № 25. Фильтр центробежной очистки. На первых выпусках двигателя ЗИЛ-130 в качестве единственного ...
.Прочие автомобили 636 6 Итого 15600 Таблица 2 Специфика работы СТО Наименование показателей Количество Примечание 1.Число жителей г.Нефтеюганска, чел. 7500 по данным ГАИ 2.Количество легковых автомобилей, ед. 25760 по данным ГАИ 3. Количество автомобилей, принадле- жащих населению, ед. 15600 по данным ГАИ 4.Количество автомобилей, владельцы которых пользуются услугами ...
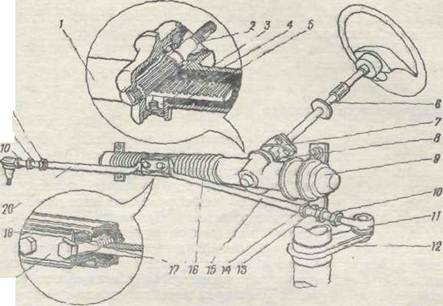
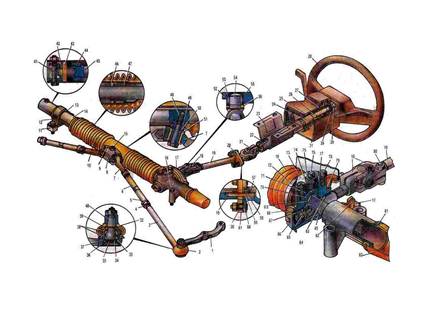
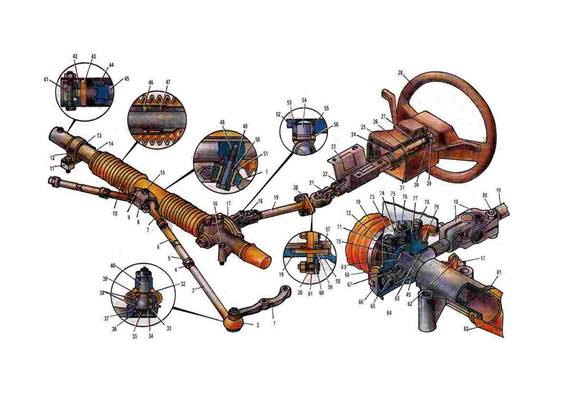
... управлении, то следует немедленно, самостоятельно или с помощью специалиста, найти эту неисправность и устранить ее. 1.ОБЩИЕ ПОНЯТИЯ О ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И РЕМОНТЕ УЗЛА. 1.1. Общее устройство узла Рулевое управление реечного типа состоит из рулевого механизма типа шестерня — рейка с присоединением рулевых тяг в середине рейки, рулевой колонки с карданным валом и рулевого ...
... хранимых агрегатов, узлов и деталей, а также уровни их запасов на складах АТП зависят от типа подвижного состава, условий работы автопредприятня, системы управления! запасами и в общем случае определяются в соответствии с рекомендациями "Положения о техническом обслуживании и ремонте подвижного состава автомобильного транспорта". Оборотный фонд создается и поддерживается за счет поступления новых
0 комментариев