Навигация
Определение режимов восстановления и механической обработки
15170
знаков
5
таблиц
0
изображений
1.3 Определение режимов восстановления и механической обработки
В первую очередь проводятся подготовительные операции (очистка и обезжиривание). Мойку деталей следует производить ванным способом (погружением в раствор) в моечных машинах типа ОМ-5288 – с использованием СМС (лабомид-101, лабомид-315, МС-8 и др.) с температурой до 100 С°.
а) восстановление резьбы. Для восстановления резьбы необходимо удалить остатки поврежденной резьбы на токарном станке (типа ХС-151). Остатки резьбы удалить в один заход до d = 22 мм. методом черновой резки. После срезки резьбы производят наплавку слоя металла в среде углекислого газа. При этом применяют следующее оборудование: наплавочную головку А-384 или А-409; источник питания ВС-400; подогреватель газа; осушитель, заполненный силикагелем КСМ крупностью 2,8-7 мм; редуктор расходомер ДРЗ-7. При наплавке использовать проволоку Нп-30ХГСА.
После наплавки удалить лишний слой металла на токарном станке (типа ХС-151) методом черной резки до d = 24 мм и провести чистовую обработку до d = 23,85. Нарезать плашкой метрическую резьбу М36?2. Снять фаску 45°.
Таблица 2 – Режим наплавки
| Диаметр детали, мм | Толщина наплавляемого слоя, мм | Диаметр электрода, мм | Сила тока, А | Напряжение, В | Скорость наплавки, м/ч | Смещение электрода, мм | Шаг наплавки, мм | Вылет электрода, мм | Расход углекислого газа, мм |
| 36 | 1,6-2,0 | 2,0 | 160 | 15 | 20-15 | 11 | 4,5-6,5 | 13 | 10-12 |
б) восстановление шеек вала под наружные и внутренние подшипники. Перед хромированием деталь необходимо промыть в керосине, необрабатываемые поверхности покрыть липкой лентой. В данном случае лучше применить блестящие осадки хрома с применением проточного хромирования в универсальном электролите с повышенным содержания серной кислоты (3…7 г/л) при температуре – 55…65°С, плотности тока – 100…150 А/дм2, скорости протекания электролита – 100…120 см/с. Выход по току составляет 20…21%. Перед хромированием необходимо произвести выдержку детали в электролите в течении 5-6 мин. После хромирования промыть в горячей воде и просушить.
Далее производят центровую шлифовку вала. Шлифование выполняют в одну операцию. Для шлифования вала применяют универсальные шлифовальные станки ЗА423 и ЗВ423. Вал шлифуют при скорости шлифования 28-32 м/с, электрокорундовыми на керамической связке шлифовальными кругами зернистостью 16-60. Для получения оптимальных микронеровностей (0,63-1,25 мкм) вал вращают со скоростью 15 м/мин при предварительном шлифовании и 8 м/мин при окончательном.
Перед шлифованием шлифовальный круг правят алмазным карандашом, закрепленным в оправке, при обильном охлаждении эмульсией. Цилиндрическую часть круга правят, перемещая алмазный карандаш в горизонтальной плоскости. Боковые плоскости круга обрабатывают до требуемой ширины при поперечной подаче шлифовального круга. Шлифовальные круги рекомендуется править после шлифования пяти-шести валов. Базовыми поверхностями при шлифовании являются центровые отверстия. Припуск на шлифование оставляют в пределах 0,05-0,15 мм на сторону. В каждом конкретном случае режимы шлифования уточняются в зависимости от толщины слоя нанесенного хрома.
Для предотвращения появления микротрещин при шлифовании применяют обильное охлаждение. Струя охлаждающей жидкости должна полностью покрывать рабочую поверхность шлифовального круга. В качестве охлаждающей жидкости используют эмульсию (10 г. эмульсионного масла на 1 л воды).
Похожие работы
... им из наиболее чистых средних слоев. Остановочный путь, тормозной. Путь проходимый от момента обнаружения препятствия до полной остановки. Тормозной – основной показатель тормозной системы. На него влияет конструкция, технической состояние тормозной системы и и действие водителя. Билет № 25. Фильтр центробежной очистки. На первых выпусках двигателя ЗИЛ-130 в качестве единственного ...
.Прочие автомобили 636 6 Итого 15600 Таблица 2 Специфика работы СТО Наименование показателей Количество Примечание 1.Число жителей г.Нефтеюганска, чел. 7500 по данным ГАИ 2.Количество легковых автомобилей, ед. 25760 по данным ГАИ 3. Количество автомобилей, принадле- жащих населению, ед. 15600 по данным ГАИ 4.Количество автомобилей, владельцы которых пользуются услугами ...
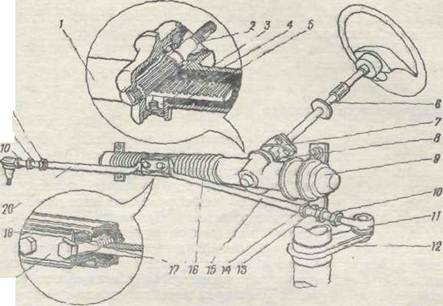
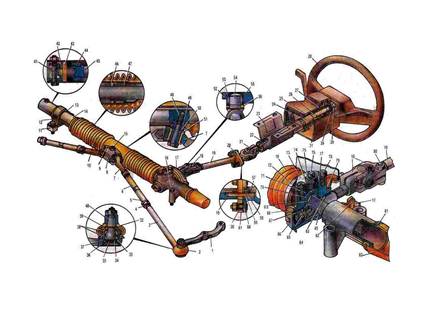
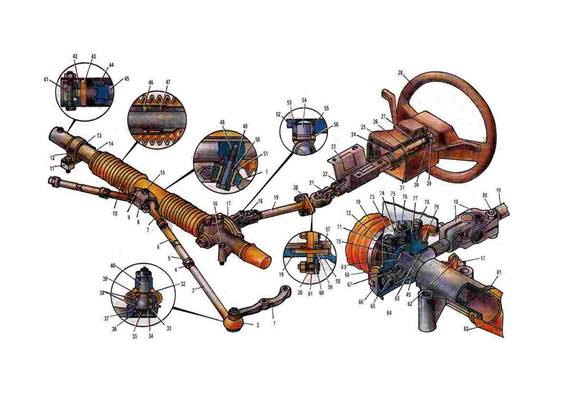
... управлении, то следует немедленно, самостоятельно или с помощью специалиста, найти эту неисправность и устранить ее. 1.ОБЩИЕ ПОНЯТИЯ О ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И РЕМОНТЕ УЗЛА. 1.1. Общее устройство узла Рулевое управление реечного типа состоит из рулевого механизма типа шестерня — рейка с присоединением рулевых тяг в середине рейки, рулевой колонки с карданным валом и рулевого ...
... хранимых агрегатов, узлов и деталей, а также уровни их запасов на складах АТП зависят от типа подвижного состава, условий работы автопредприятня, системы управления! запасами и в общем случае определяются в соответствии с рекомендациями "Положения о техническом обслуживании и ремонте подвижного состава автомобильного транспорта". Оборотный фонд создается и поддерживается за счет поступления новых
0 комментариев