Навигация
Выбор технологических и измерительных баз, схем базирования и установки
15170
знаков
5
таблиц
0
изображений
1.4 Выбор технологических и измерительных баз, схем базирования и установки
В качестве технологических баз при механической обработке предпочтительнее использование рабочих поверхностей
Базовыми поверхностями при шлифовании, резке и наплавке являются центровые отверстия в торцах вала.
Заключение
В данной работе были предложены оптимальные способы восстановления вала рулевой сошки с данными дефектами.
Способ восстановления резьбы до номинального размера является самым распространенным, простым и наиболее дешевым в производстве. Коэффициент долговечности равен 0,85.
Устранение износа втулок под шкворень не требуется, так как износ втулок составляет 0.5мм, а к работе допускается износ 1.5мм.
Самым трудо- и энергоемким является способ восстановления вала до номинального размера, но все затраты перекрываются возросшими почти вдвое (по сравнению с новой деталью) надежностью и долговечностью.
Восстановление посадочных мест под подшипники произведем при помощи шлифования под ремонтный размер так как этот способ является самым простым технико-экономический эффект и производительность имеют максимальные значения.
Экономический эффект от восстановления деталей на специализированном АРП составляет 73165,5 руб. при производственной программе 5000.
Список использованных источников
1. Таран Г.М., Ястребов Г.Ю. Технология восстановления автомобильных деталей: учебное пособие по курсовому проектированию для студентов специальности 190601 «Автомобили и автомобильное хозяйство» всех форм обучения/ Рубцовский индустриальный институт. – Рубцовск, 2005. – 66с.
2.Шадричев В. А. Основы технологии автостроения и ремонт автомобилей. - Л.: Машиностроение. Ленинградское отделение, 1976. -560с.
3.Какуевицкий В. А. Восстановление деталей автомобилей на специализированных предприятиях. - М., 1988. - 149с.
4.А. В. Коробейник Ремонт автомобилей. Практический курс./Серия «Библиотека автомобилиста». -Ростов-на-Дону: «Феникс»,2004.-512с.
5.В. И. Пантелеенко. Основы технологии производства и ремонт автомобилей. – Барнаул, 2000. – 202с.
6.Ю. А. Радин. Справочное пособие авторемонтника. – Куйбышев, 1988. – 224с.
7.Обработка металлов резанием (справочник технолога). – Москва «Машиностроение», 1988. – 736 с.
8.Какуевицкий В.А. Восстановление деталей автомобилей на специализированных предприятиях. – М., 1998. – 149 с.
| Карта технологического процесса ГОСТ 3.1118-82 Форма 1 | |||||||||||||||||||||||||||||||||||||||||
| Дубл. | |||||||||||||||||||||||||||||||||||||||||
| Взам. | |||||||||||||||||||||||||||||||||||||||||
| Подл. | |||||||||||||||||||||||||||||||||||||||||
| К. 01188.07445 | 7 | 1 | |||||||||||||||||||||||||||||||||||||||
| Разраб. | Гражданкин Е.В. | ||||||||||||||||||||||||||||||||||||||||
| Пров. | Таран Г. М | ||||||||||||||||||||||||||||||||||||||||
| Утв. | Таран Г. М | ||||||||||||||||||||||||||||||||||||||||
| Н. контр. | |||||||||||||||||||||||||||||||||||||||||
| М01 | |||||||||||||||||||||||||||||||||||||||||
| Код | ЕВ | МД | ЕН | Н расх. | КИМ | Код загот. | Профиль и размеры | КД | МЗ | ||||||||||||||||||||||||||||||||
| А | Цех | Уч. | РМ | Опер. | Код, наименование операции | ||||||||||||||||||||||||||||||||||||
| Б | Код, наименование оборудования | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тпз | Тшт. | |||||||||||||||||||||||||||||
| Р | ПИ | D или В | L | T | I | S | N | V | |||||||||||||||||||||||||||||||||
| А 03 | 04 | 01 | - | 005 | Программная К.ХХХХХ.ХХХХХ; КХХХХХ.ХХХХХ; ИОТ №ХХХ - ХХ | ||||||||||||||||||||||||||||||||||||
| Б 04 | ХХХ ХХХХХ. ХХХ 245 МФ2; Размер 2М | Z | ХХХХХ.ХХХ | ХХХ | 1 | 1 | 1 | 0,83 | 40 | 2,25 | 16,2 | ||||||||||||||||||||||||||||||
| О 05 | 1. Установить заготовку в приспособление. Выверить и закрепить 3,2 | ||||||||||||||||||||||||||||||||||||||||
| Т 06 | ХХХ ХХХХХ. ХХХ Приспособление; КР 190601.000 Штангенрейсмас | ||||||||||||||||||||||||||||||||||||||||
| О 07 | Шлифовать поверхность | - | 5,1 | ||||||||||||||||||||||||||||||||||||||
| Т 08 | Круг шлифовальный | ||||||||||||||||||||||||||||||||||||||||
| Р 09 | 01 | 5 | 8 | 2,5 | 1 | 0,12 | 500 | ||||||||||||||||||||||||||||||||||
| О 10 | Рассверливать отверстия | ||||||||||||||||||||||||||||||||||||||||
| Т 11 | КР 190601.000 КР 190601.000 Сверло | ||||||||||||||||||||||||||||||||||||||||
| Р 12 | 02 | 18 | 20 | 9 | 1 | 0,2 | 380 | 22 | |||||||||||||||||||||||||||||||||
| О 13 | Нарезать резьбу М 30 * 2Н7 | ||||||||||||||||||||||||||||||||||||||||
| Т 14 | КР 190601.000 Метчик М 30 * 2Н7 | ||||||||||||||||||||||||||||||||||||||||
| Р 15 | 03 | 22 | 28 | 15 | 1 | 390 | |||||||||||||||||||||||||||||||||||
| КТП | |||||||||||||||||||||||||||||||||||||||||
| ГОСТ 3.1404-86 Форма 2 | |||||||||||||||||||||||||||||||||||
| Дубл. | |||||||||||||||||||||||||||||||||||
| Взам. | |||||||||||||||||||||||||||||||||||
| Подл. | Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | № докум. | Подпись | Дата | |||||||||||||||||||||||||
| 2 | 1 | ||||||||||||||||||||||||||||||||||
| Разраб. | Гражданкин Е.В. | ||||||||||||||||||||||||||||||||||
| Провер. | Таран Г. М. | ||||||||||||||||||||||||||||||||||
| Н. контр. | Таран Г. М. | ||||||||||||||||||||||||||||||||||
| Утв. | |||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | ||||||||||||||||||||||||||||||||||
| Шлифовальная | |||||||||||||||||||||||||||||||||||
| твердость | Ев | МД | Профиль и размеры | Мз | Конд. | ||||||||||||||||||||||||||||||
| HB 163…..197 | кг | 166 | - | - | - | ||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | ||||||||||||||||||||||||||||||||||
| То | Тв | Тпз | Тшт. | СОЖ | |||||||||||||||||||||||||||||||
| 1,2 | 0,6 | 8,0 | 1,0 | Сульфофрезол | |||||||||||||||||||||||||||||||
| Р | ПИ | D или В | L | t | i | S | n | V | |||||||||||||||||||||||||||
| 01 | мм | мм | мм | мм/об | об/мин | м/мин | |||||||||||||||||||||||||||||
| О 02 | А | ||||||||||||||||||||||||||||||||||
| Т 03 | ххх – центр неподвижный | ||||||||||||||||||||||||||||||||||
| 04 | |||||||||||||||||||||||||||||||||||
| О 05 | Шлифовать поверхность | выдержать | 1,2,3 | ||||||||||||||||||||||||||||||||
| Т 06 | 381311-Круг шлифовальный ПП 500*50*305 | ||||||||||||||||||||||||||||||||||
| 07 | 34 | 3 | 0,23 | 816 | 76 | ||||||||||||||||||||||||||||||
| 08 | 61 | 3 | |||||||||||||||||||||||||||||||||
| 09 | 30 | 3 | |||||||||||||||||||||||||||||||||
| ОК | Операционная карта механической обработки | ||||||||||||||||||||||||||||||||||
| ГОСТ 3.1404-86 Форма 2 | |||||||||||||||||||||||||||||||||
| Дубл. | |||||||||||||||||||||||||||||||||
| Взам. | |||||||||||||||||||||||||||||||||
| Подл. | Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | № докум. | Подпись | Дата | |||||||||||||||||||||||
| 2 | 1 | ||||||||||||||||||||||||||||||||
| Разраб. | Гражданкин Е.В. | ||||||||||||||||||||||||||||||||
| Провер. | Таран Г. М. | ||||||||||||||||||||||||||||||||
| Н. контр. | Таран Г. М. | ||||||||||||||||||||||||||||||||
| Утв. | |||||||||||||||||||||||||||||||||
| Наименование операции | Материал | ||||||||||||||||||||||||||||||||
| Сталь 45Х | |||||||||||||||||||||||||||||||||
| твердость | Ев | МД | Профиль и размеры | Мз | Конд. | ||||||||||||||||||||||||||||
| - | - | - | |||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | ||||||||||||||||||||||||||||||||
| То | Тв | Тпз | Тшт. | СОЖ | |||||||||||||||||||||||||||||
| Р | ПИ | D или В | L | t | i | S | n | V | |||||||||||||||||||||||||
| 01 | мм | мм | мм | мм/об | об/мин | м/мин | |||||||||||||||||||||||||||
| О 02 | А | ||||||||||||||||||||||||||||||||
| Т 03 | ххх – центр неподвижный | ||||||||||||||||||||||||||||||||
| 04 | |||||||||||||||||||||||||||||||||
| О 05 | Нарезать резьбу | ||||||||||||||||||||||||||||||||
| Т 06 | Метчик | ||||||||||||||||||||||||||||||||
| 07 | |||||||||||||||||||||||||||||||||
| 08 | |||||||||||||||||||||||||||||||||
| 09 | |||||||||||||||||||||||||||||||||
| ОК | Операционная карта механической обработки | ||||||||||||||||||||||||||||||||
Похожие работы
... им из наиболее чистых средних слоев. Остановочный путь, тормозной. Путь проходимый от момента обнаружения препятствия до полной остановки. Тормозной – основной показатель тормозной системы. На него влияет конструкция, технической состояние тормозной системы и и действие водителя. Билет № 25. Фильтр центробежной очистки. На первых выпусках двигателя ЗИЛ-130 в качестве единственного ...
.Прочие автомобили 636 6 Итого 15600 Таблица 2 Специфика работы СТО Наименование показателей Количество Примечание 1.Число жителей г.Нефтеюганска, чел. 7500 по данным ГАИ 2.Количество легковых автомобилей, ед. 25760 по данным ГАИ 3. Количество автомобилей, принадле- жащих населению, ед. 15600 по данным ГАИ 4.Количество автомобилей, владельцы которых пользуются услугами ...
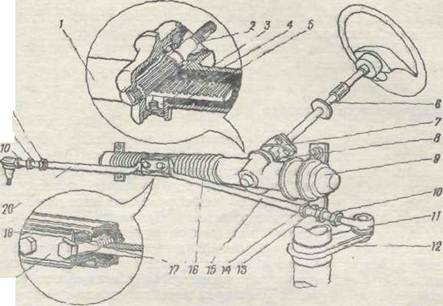
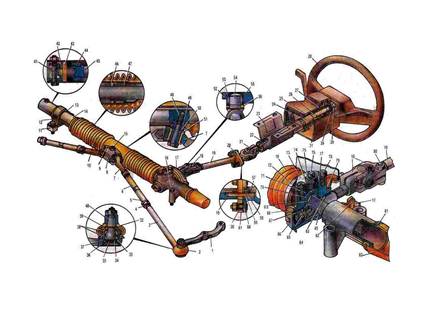
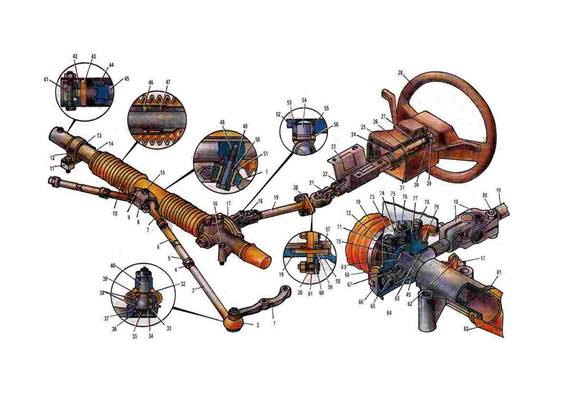
... управлении, то следует немедленно, самостоятельно или с помощью специалиста, найти эту неисправность и устранить ее. 1.ОБЩИЕ ПОНЯТИЯ О ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И РЕМОНТЕ УЗЛА. 1.1. Общее устройство узла Рулевое управление реечного типа состоит из рулевого механизма типа шестерня — рейка с присоединением рулевых тяг в середине рейки, рулевой колонки с карданным валом и рулевого ...
... хранимых агрегатов, узлов и деталей, а также уровни их запасов на складах АТП зависят от типа подвижного состава, условий работы автопредприятня, системы управления! запасами и в общем случае определяются в соответствии с рекомендациями "Положения о техническом обслуживании и ремонте подвижного состава автомобильного транспорта". Оборотный фонд создается и поддерживается за счет поступления новых
0 комментариев