Навигация
Опис слюсарних операцій які проводяться при ремонті або після відновлення
44117
знаков
6
таблиц
20
изображений
2.6 Опис слюсарних операцій які проводяться при ремонті або після відновлення
Відновлення розподільчого вала.
Опірні шийки розподільчого вала шліфують під зменшений ремонтний розмір а в блок встановлюють втулки ремонтного розміру. Кулачки шліфують до видалення слідів спрацювань і відновлення профілю кулачка. Спрацьовану шийку під розподільну шестерню відновлюють насталюванням і обробкою піл номінальний розмір. Шпонкову канавку фрезерують під збільшений розмір або наплавляють спрацьовані краї та фрезерують під номінальний розмір.
Спрацьовану різьбу наплавляють, потім нарізують нову номінальну різьбу або проточують і нарізують різьбу зменшеного розміру з виготовленням нової гайки.
Вигин розподільчого вала усувають випрямлянням холодним методом на призмах під пресом.
Відновлення штовхачів.
Спрацьований стержень штовхача шліфують під зменшений ремонтний розмір або наносять шар вібродуговим наплавленням після чого обробляють під номінальний розмір.
Відновлення коромисла та осі коромисел.
Отвір коромисла під вісь відновлюють розвертанням до збільшеного ремонтного розміру, встановленням втулки і обробкою її до нормального або зменшеного розміру.
Спрацьований бойок коромисла шліфують по шаблону до видалення слідів спрацювань;при висоти бойка його наварюють та обробляють по шаблону до нормального розміру.
Вісь коромисел відновлюють шліфуванням під зменшений ремонтний розмір або нарощують (вібродуговим наплавленням, хромуванням, насталюванням) і обробляють під нормальний або збільшений ремонтний розмір. Погнуту вісь вирівнюють холодним способом. Шліфовка фасок головок клапанів.
Як що на фасках головок клапанів значне спрацювання, раковини, невеликі ділянки прогару або другі пошкодження, порушуючи щільність посадки клапанів до сідел, то для видалення їх необхідно прошліфувати фаски. Сліди точкової ерозії на робочій фасці не являються основою для шліфовки клапанів, якщо вони не порушають ущільнення.
Робочі фаски клапанів шліфують на шліфувальних станках або на універсальному обладнані з допомогою супортно-шліфувального приспособлення. Робочу поверхню шліфують під кутом 45° до осі стержня. При шліфуванні знімають мінімальну кількість металу, необхідне для того, щоб вивести знос. Перевіряють висоту циліндричного пояска головки клапана. Якщо після шліфуванні фаски ця висота стане меншою до 0,3 мм, то клапан замінюють. При виявленні згину стержня клапана його також слід замінити. Перевіряють концентричність робочої фаски клапана відносно його стержня на приспособлені з індикаторними головками. Взаємне биття поверхні фаски відносно стержня клапана повинно бути не більше 0,025 мм.
Шліфовка фасок сідел клапанів.
Таку операцію виконують при заміні направляючих втулок, клапана, а також при зносі фасок і для встановлення концентричності фасок відносно отворів у направляючих втулках. Сідла впускних і випускних клапанів виготовляють із спеціального чавуну високої твердості, тому їх обробляють тільки шліфуванням. Для шліфування застосовують шліфувальну машинку з електричним приводом. Машинка повинна бути споряджена набором абразивних кругів з конусами 60, 90 и 120° і зовнішнім діаметром 31...32 мм, набором оправок, які вставляються в отвори направляючих втулок, і пристроєм для правки абразивних кругів. Перед шліфуванням фаски підбирають оправку, яка повинна міцно входити в отвір втулки. Шліфувальний камінь заправляють під кутом 89°±30. Шліфування сідла клапана проводять до тих пір, поки інструмент не почне знімати метал рівномірно по всій площині. При цьому слід запобігати зайвого зняття металу. Перевіряють концентричність шліфованої фаски сідла клапана і осі направляючої втулки пристроєм з індикаторною головкою. Допустиме биття для фасок сідел впускних і випускних клапанів повинно бути не більше 0,05 мм. При відсутності пристрою можна обійтись перевіркою прилягання фаски клапана до сідла по красці Після перевірки концентричності перевіряють ширину і місце розташування на фасці поверхні дотику головки клапана з сідлом. Для цього наносять на сідлі клапана тонкий шар краски (суміш масла з лазур’ю або ультрамарином). Встановлюють клапан в направляючу втулку і, притискаючи до сідла, провертають його.
Поясок краски на робочій фасці клапана повинен розташовуватись по середині по всій площині, а ширина пояска повинна бути 1,4...2,0 мм як для впускного, так і для випускного клапанів (мал. 12). Якщо вказані тренування не виконані, необхідно пошліфувати додатково сідло клапана. При цьому абразивний інструмент повинен мати кут 60 або 120° в залежності від того, куди потрібно змістити робочу фаску сідла клапана.
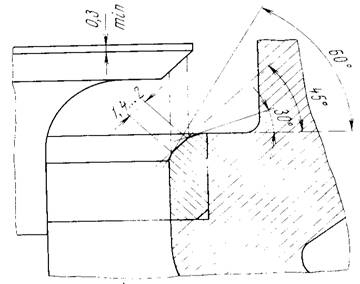
Мал. 12 - Кути шліфування сідла клапана
Притирання клапанів до сідел.
Для забезпечення герметичності після шліфування робочих фасок клапанів або сідел, при заміні направляючої втулки або при незначних зносах сідел і головок клапанів, клапани притирають до сідел. Таку операцію виконують в наступному порядку.
Наносять на фаску головки клапана тонкий шар притирочної пасти, приготовленої у вигляді суміші мілкого шліфувального порошку (шлиф-порошок електрокорунд М14) з маслом для двигуна. Змазують стержень клапана веретьонним маслом, встановлюють його в направляючу втулку, закріплюють в пристрої для притирання клапанів і, провертаючи по черзі в обоє сторони, легенько прижимаючи до сідла. При притиранні клапанів не слід знімати з робочих фасок клапанів і сідел надто багато металу, так як це скорочує число ремонтів сідла і клапана і тим самим зменшує загальне продовження їх служби.
До кінця притирання зменшують кількість шліфувального порошку в притирочній пасті, а часу, коли притираючи поверхні стануть гладкими і приймуть рівний сірий колір, притирку проводять тільки на маслі. Зовнішньою ознакою високоякісного притирання є замкнутий поясок однакового матово-сірого кольору на робочих поверхнях головки клапана і його сідла. Ширина пояска повинна бути для впускних і випускних клапанів 1,4...2 мм. Після притирання промивають клапани і сідла від притирочної пасти і перевіряють, чи не потрапила паста на робочу поверхню направляючих втулок, так як паста може привести к інтенсивному зносу направляючих і стержнів клапанів. Для перевірки герметичності клапанів необхідно зібрати клапанний механізм і залити керосин у впускні і випускні отвори головки циліндрів. При втриманні протягом 3 хв. пропускання керосин через клапани не допускається. У випадку пропускання керосину слід повторювати притирання.
0 комментариев