Навигация
План изготовления детали
14612
знаков
3
таблицы
15
изображений
1.2. План изготовления детали
Приведем в виде таблицы 1.2 план изготовления детали, оформленный в соответствие с требованиями [5]:
Таблица 1.2
План изготовления детали вал-шестерня
1.3. Обоснование выбора технологических баз, классификация технологических баз
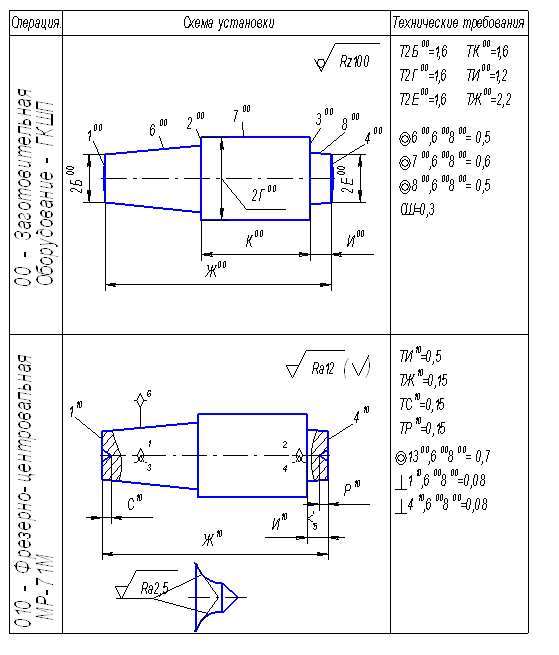
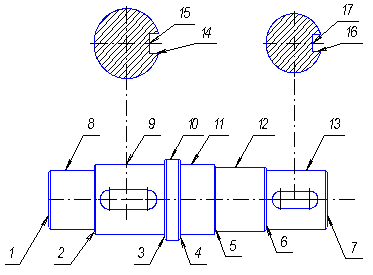
На фрезерно-центровальной операции в качестве черновых технологических баз выбираем общую ось шеек 6 и 8, и торец 3 – как будущими основными конструкторскими базами.
На черновом точении за технологические базы принимаем полученную на предыдущей операции ось 13 (используем центры) и обработанные на предыдущей операции торцы 1 и 4.
При чистовом точении используем в качестве технологических баз ось 13, а опорная точка лежит на поверхности центровых отверстий – используем принцип постоянства баз и исключаем погрешность неперпендикулярности, как составляющую погрешности выполнения осевого размера.
Таблица 1.3
Технологические базы
| № операции | № опорных точек | Наименование базы | Характер проявления | Реализация | № обрабатываемых поверхностей | Операционные размеры | Единство баз | Постоянство баз | |||
| Явная | скрытая | Естественная | Искусственная | Станочные приспособления | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 010 | 1- 4 5 6 | ДН О О | - + + | + - - | - + + | + - - | 13 1 4- | ||||
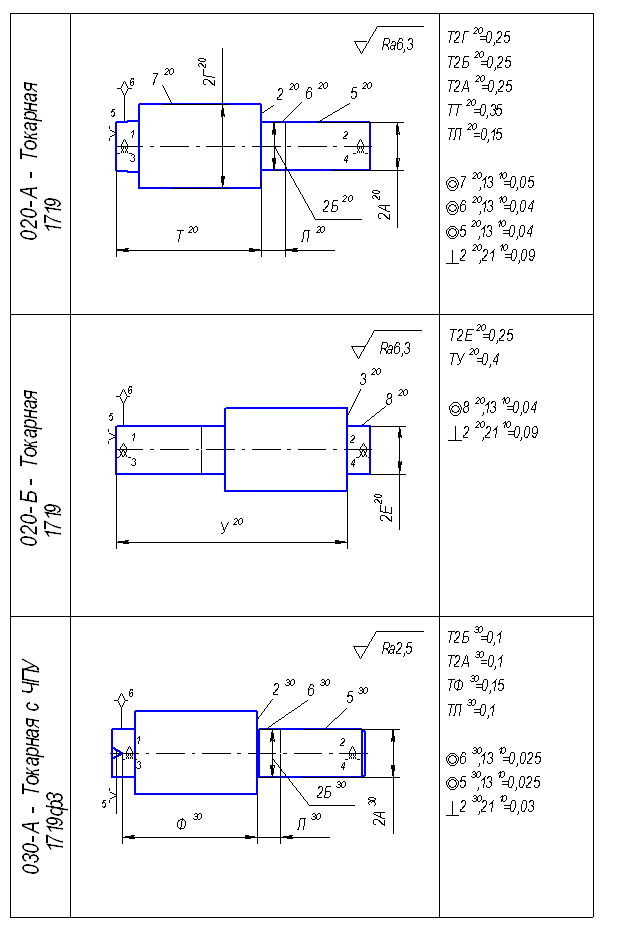
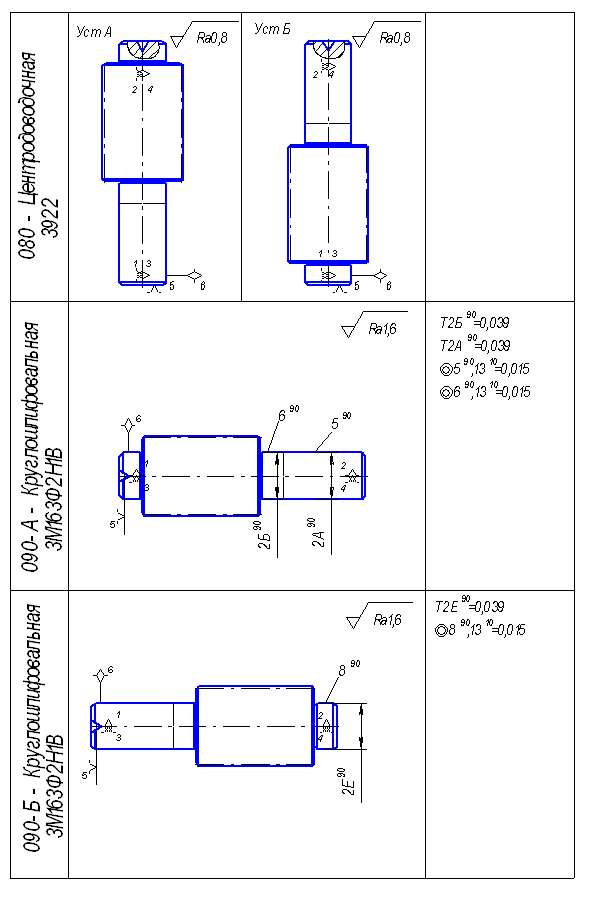
| 020-А | 1- 4 5 6 | ДН О О | - + + | + - - | - + + | + - - | Жесткий и плавающий центры, поводковый патрон | 5 6 7 2 - | 2А 2Б 2Г Т - | + + + + - | - - - - - |
| 020-Б | 1- 4 5 6 | ДН О О | - + + | + - - | - + + | + - - | 8 3 - | 2Е У - | + - - | + - - | |
| 030-А | 1- 4 5 6 | ДН О О | - + + | + - - | - - + | + + - | 5 6 2 - | 2А 2Б Ф - | + + - - | + + - - | |
| 030-Б | 1- 4 5 6 | ДН О О | - + + | + - - | - - + | + + - | 8 3 - | 2Е Х - | + - - | + - - | |
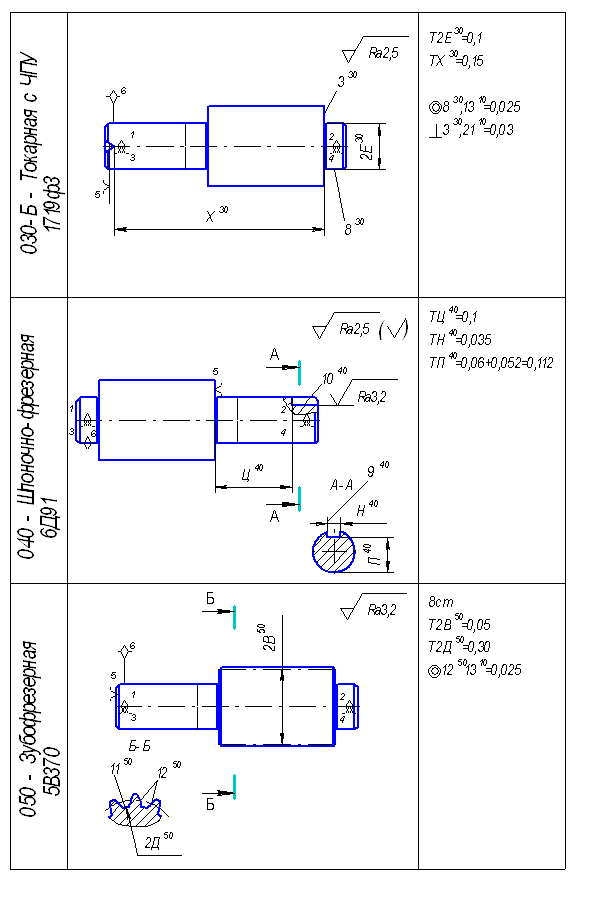
| 040 | 1- 4 5 6 | ДН О О | - + + | + - - | - + + | + - - | 10 9 - | П Н Ц - | + + + - | + - - - | |
| 050 | 1- 4 5 6 | ДН О О | - + + | + - - | - + + | + - - | 11 12 - - | 2Д 2В - - | + + - - | + + - - | |
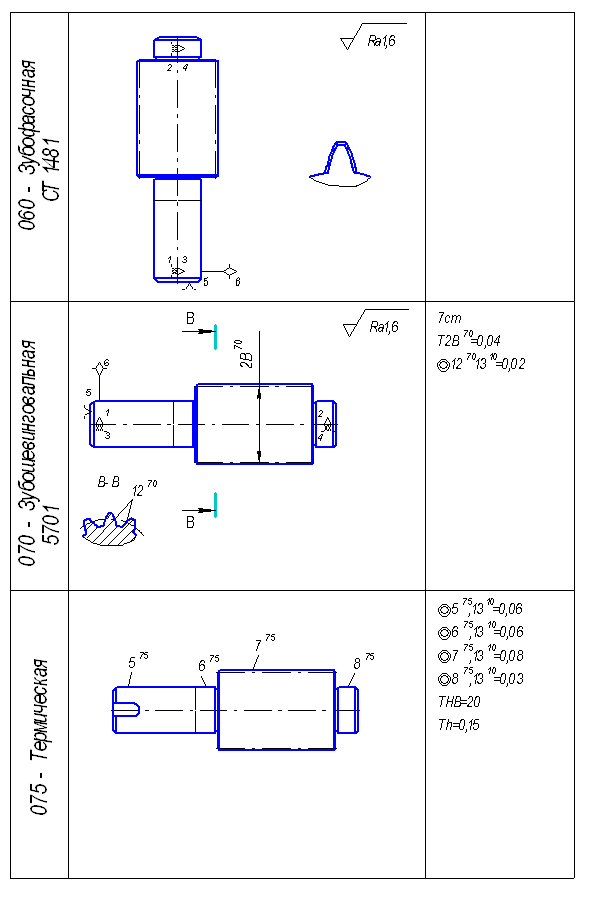
| 070 | 1- 4 5 6 | ДН О О | - + + | + - - | - + + | + - - | 12 - - | 2В - - | + - - | + - - | |
| 090-А | 1- 4 5 6 | ДН О О | - + + | + - - | - - + | + + - | 5 6 - - | 2А 2Б - - | + + - - | + + - - | |
| 090-Б | 1- 4 5 6 | ДН О О | - + + | + - - | - - + | + + - | 8 - - | 2Е - - | + - - | + - - | |
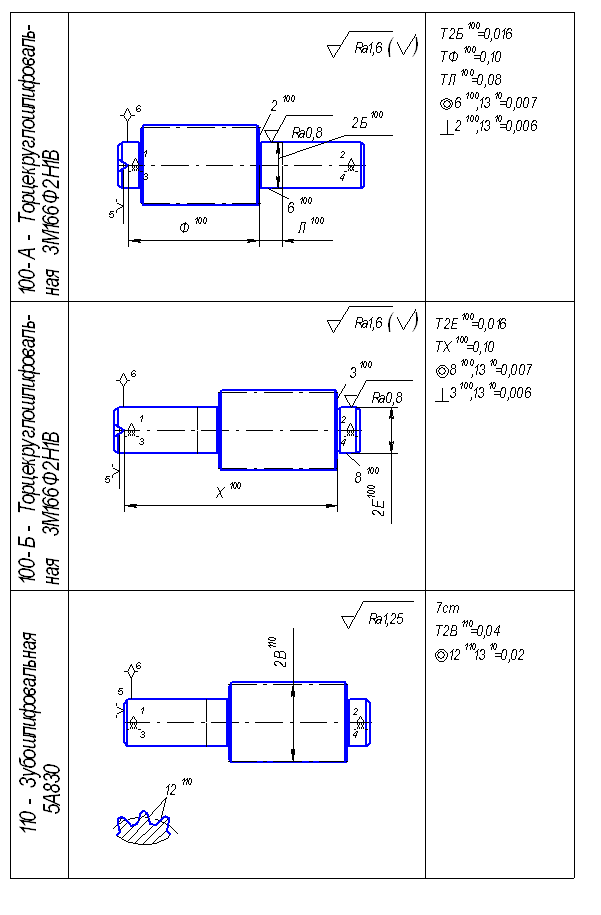
| 100-А | 1- 4 5 6 | ДН О О | - + + | + - - | - - + | + + - | 6 2 - | 2Б Ф - | + - - | + + - | |
| 100-Б | 1- 4 5 6 | ДН О О | - + + | + - - | - - + | + + - | 8 3 - | 2Е Х - | + - - | + + - | |
| 110 | 1- 4 5 6 | ДН О О | - + + | + - - | - + + | + - - | 12 - - | 2В - - | + - - | + - - | |
На зубообрабатывающих операциях используем ось 13 и опорную точку на центровом отверстии, соблюдая принцип постоянства баз (относительно шеек подшипников), ибо, являясь исполнительной поверхностью, зубчатый венец должен быть точно выполнен относительно шеек подшипников.
Для фрезерования шпоночного паза в качестве технологических баз используем ось 13 и торец 2.
В сводной таблице приводим классификацию технологических баз, указываем их целевую принадлежность, выполнение правила единства и постоянства баз.
Похожие работы
... средней шероховатости поверхности детали КТШ=1-, =, =5,456. КТШ=1-=0,817. 2. Выбор типа производства и формы организации технологического процесса изготовления 2.1 Рассчитаем массу данной детали: q= , V=789700 мм3 m=789700·7814·10-9=6,170 кг. 2.2 Анализ исходных данных – масса данной детали составляет 6,170 кг.; – объем выпуска изделий 1100 дет/год; – режим работы ...





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...


... линии заготовка устанавливается на конвейере, перемещающемся от одной обрабатывающей головки к другой. При обработке на автоматической линии установочной базой является поверхность 5. Технологический процесс изготовления крышки корпуса построен таким образом, что принцип постоянства баз выполняется. 2.6 Технологический маршрут и план изготовления детали При составлении технологического ...
... расчетно-аналитического методов связано с тем, что второй метод учитывает больше погрешностей. Объем заготовки: Масса заготовки: . Коэффициент использования материала: . 7. Разработка маршрутной технологии механической обработки детали Разрабатываемый технологический процесс должен быть прогрессивным, обеспечивать повышение производительности труда и качества деталей, сокращение трудовых ...
0 комментариев