Классификация поверхностей детали
Показатели технологичности базирования и закрепления
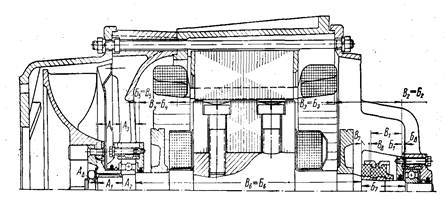
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
Расчёт припусков
Расчёт операционных размеров
Размерный анализ в радиальном направлении
Расчёт операционных размеров
Сравнительный анализ результатов расчетов операционных диаметральных размеров
Сравнение результатов расчетов
Навигация
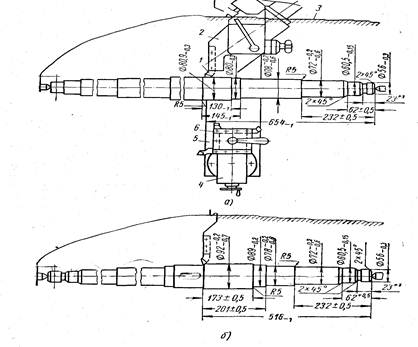
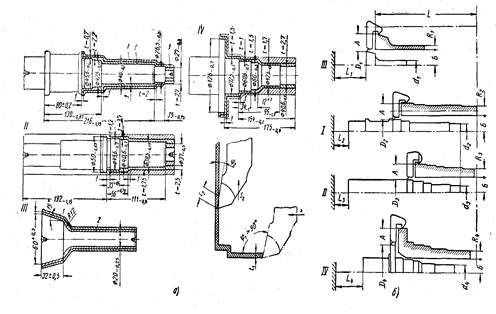
Размерный анализ технологического процесса изготовления вала ступенчатого
Размерный анализ технологического процесса изготовления вала ступенчатого
40450
знаков
11
таблиц
2
изображения
Министерство образования Российской Федерации
Тольяттинский Государственный Университет
Кафедра «Технология машиностроения»
Курсовая работа
по дисциплине «Технология машиностроения»
«Размерный анализ технологического процесса изготовления вала ступенчатого»
г. Тольятти, 2005 г.
Содержание
Введение
1. Анализ исходных данных
1.1 Анализ служебного назначения детали
1.2 Физико-механические характеристики материала
1.3 Классификация поверхностей детали
1.4 Анализ технологичности детали
2. Выбор типа производства и формы организации
3. Выбор метода получения заготовки и её проектирование
4. Разработка технологического маршрута, плана изготовления и схем базирования детали
4.1 Разработка технологического маршрута
4.2 Разработка схем базирования детали
4.3 План изготовления детали
5 Размерный анализ в осевом направлении
5.1 Размерные цепи и их уравнения
5.2 Расчёт припусков
5.3 Расчёт операционных размеров
6 Размерный анализ в радиальном направлении
6.1 Размерные цепи и их уравнения
6.2 Расчёт припусков
6.3 Расчёт операционных размеров
7 Аналитический расчёт припусков
Заключение
Литература
Введение
Курсовое проектирование проводится с целью привития учащимся навыков самостоятельной работы и закрепления знаний, полученных при изучении специальных дисциплин, а также самостоятельного решения технологических и экономических задач при проектировании технологических процессов механической обработки деталей.
Курсовой проект даёт возможность установить степень усвоения учебного материала и умение учащегося применять знания, полученные при прохождении производственной, учебной и технологической практики, а также подготовить учащегося к выполнению дипломного проекта.
1. Анализ исходных данных
1.1 Анализ служебного назначения детали
Вал ступенчатый предназначен для передачи крутящего момента с шестерни на колесо посредством шпонки. Данный вал работает в редукторе крана для привода лебедки.
Нагрузки – неравномерные.
Условия смазки – удовлетворительные.
Условия работы – полевые.
1.2 Физико-механические характеристики материала
Деталь изготовлена из стали 45 по ГОСТ 1050–74 и обладает следующими характеристиками
Химический состав:
| Марка стали | С | Si | Mn | Cr | Ni |
| Содержание элементов в% | |||||
| 45 | 0,42–0,50 | 0,17–0,37 | 0,50–0,80 | ≤0,25 | ≤0,25 |
Такая сталь обладает следующими механическими свойствами:
– временное сопротивление при растяжении σвр=598 МПа,
– предел текучести σт=363 МПа,
– относительное удлинение δ=16%,
– ударная вязкость ан=49 Дж/м2,
– среднее значение плотности: ![]()
![]()
– дельная теплопроводность: 680 Вт/(![]() )
)
– коэффициент линейного расширения α=11,649*106 1/Сº
Сталь 45 среднеуглеродистая сталь конструкционная сталь, подвергаемая закалке и последующему высокотемпературному отпуску. После такой термической обработки стали приобретают структуру сорбита, хорошо воспринимающую ударные нагрузки. Такие стали обладают небольшой прокаливаемостью (до 10 мм), поэтому механические свойства с увеличением сечения изделия понижаются. Для вала требуется более высокая поверхностная твердость, следовательно, после закалки его подвергают отпуску.
Похожие работы
... чертежах деталей размеры, при обработке могут выдерживаться непосредственно на данной операции или на последующих операциях обработки и увязываться с соответствующими размерными технологическими цепями. В зависимости от конструкции и масштаба выпуска технологический процесс изготовления вала может быть различен. Основными базами подавляющего большинства валов являются поверхности его опорных ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
... JTi – квалитет. А=. КТО=1-= 0,901 . б) Коэффициент средней шероховатости поверхности детали КТШ=1-, =, =5,456. КТШ=1-=0,817. 2. ВЫБОР ТИПА ПРОИЗВОДСТВА И ФОРМЫ ОРГАНИЗАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ 2.1 Рассчитаем массу данной детали q= , V=789700 мм3 m=789700·7814·10-9=6,170 кг. 2.2 Анализ исходных данных - масса данной детали составляет 6,170 кг.; ...
0 комментариев