Навигация
3. РАСЧЁТНАЯ ЧАСТЬ
3.1. Выбор композиции вырабатываемой продукции и основного агрегата
Бумага должна обладать хорошим восприятием печатных красок, иметь прочную поверхность и не должна пылить.
Просвет бумага должен быть равномерным и соответствовать образцу, согласованному между потребителем и изготовителем.
Разнооттеночность в одной партии бумаги не допускается.
Обрез кромок бумаги должен быть чистым и ровным.
Намотка бумаги должна быть равномерной и плотной по всей ширине рулона.
В бумаге не допускаются складки, морщины, залощенные и матовые полосы, пятна, в том числе просвечивающие, надрывы и отверстия, видимые на просвет невооруженным глазом.
В рулонной бумаге допускаются малозаметные морщины и другие дефекты, кроме надрывов и отверстий, которые не могут быть обнаружены в процессе перемотки, если показатель этих внутрирулонных дефектов, определенный по ГОСТ 13525.5—68, не превышает 1,0%.
Число склеек в рулоне не должно превышать двух, для
бумаги марки В и поставляемой на экспорт — одной, а для бумаги
с государственным Знаком качества — одной на 10 рулонов для
бумаги форматом до 90 см включительно, и одной на 5 рулонов
для бумаги форматом свыше 90 см.
Концы полотна бумаги в местах обрывов должны быть прочно склеены по всей ширине рулона без склеивания смежных слоев.
По показателям качества бумага первого сорта должна соответствовать нормам, указанным в таблице.
Таблица 1
| Наименование показателя | Норма для бумаги марки А | Метод испытания |
| 1. Состав по волокну, % Целлюлоза сульфитная белёная хвойная по ГОСТ 3914-74 , не менее Целлюлоза сульфитная белёная лиственная по нормативно- технической документации, не более | 80 20 | По ГОСТ 7500-75 |
| 2. Масса бумаги площадью 1 м2 , г | 120 | По ГОСТ 13199-67 |
| 3. Плотность, г/см3 | 0,95-1,10 | По ГОСТ 13199-67 |
| 4.Разрывная длина в среднем по двум направлениям , м, не менее: рулонной листовой | 2200 1900 | По ГОСТ 135.25.1-79 |
| 5. Сопротивление излому (число двойных перегибов) в поперечном направлении , не менее | 5 | По ГОСТ 135.25.2-68 |
| 6. Степень проклейки, мм: а) для бумаги всех масс, кроме массы бумаги площадью 1 м2 220 г | 0,25- 0,75 | По ГОСТ 8049- 82 |
| 7. Зольность, % | 18-22 | По ГОСТ 7629- 77 |
| 8. Гладкость, с | 300 -650 | По ГОСТ 12795- 78 |
| 9. Впитываемость, с | 25-40 | По ГОСТ 12603- 67 |
| 10 Сорность | 100 | По ГОСТ 13525.4- 68 |
| 11. Белизна,% а) без оптического отбеливателя, не менее Разница значений белизны по сторонам, %, не более б) с оптическим отбеливателем , не менее Разница значений белизны по сторонам , %, не более | 76 | По ГОСТ 7690- 76 |
| 12. Влажность, % | 5,5+1 | По ГОСТ 13525.19- 71 |
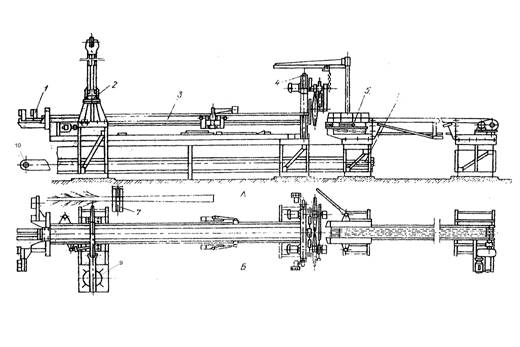
На дисковых мельницах осуществляют следующие виды размола волокнистых материалов:
1.Предварительный размол - осуществляется в варочных цехах с целью разделения сучков, костры и непроваренной щепы на волокна.
2.Размол щепы - осуществляется оря производстве различных видов древесной массы (термомеханическом, химико-термомеханическом и т.п.) и при размоле полуцеллюлозы высокого выхода.
3. Размол отходов сортирования целлюлозного и древесномассного
производства,
4. Массный размол - осуществляется в размольно-поодготовительных цехах для придания размалываемым волокнам определенных технологических свойств.
5. Окончательный размол или "выравнивание" массы - осуществляется перед подачей массы на бумаго- или картоноделательную машину для расщепления сгустков волокон в массе.
Основным видом размола, применяемым на всех предприятиях, выпускающих бумагу и картон, является массный размол. Массный размол может проводиться как при низкой концентрации (2-6 %), так и при высокой (10-13 %).
Оптимальным режимом работы дисковых мельниц считается такой.при котором прирост степени помола за одну ступень составляет 5-15 ○ ШР. При этом для трудноразмалываемых материалов (сульфатная, хлопковая целлюлоза и др,) рекомендуется прирост степени помола 5-8°ШР за одну ступень, а для легкоразмалываемых (сульфитной целлюлозы, нейтральносульфитной полуцеллюлозы и др.) рекомендуется - 8-15°ШР.
Необходимое количество дисковых мельниц определяется по затратам энергии на размол. Для расчета используют показатель удельного расхода энергии Ао, показывающий, сколько энергии нужно затратить, чтобы повысить степень помола I т полуфабриката на 1°ШР. Этот показатель практически не зависит от типа размалывающего оборудования и определяется только видом полуфабриката. Значения удельных расходов энергии для основных видов полуфабрикатов в зависимости от глубины процесса размола приведены в табл.3.
Таблица 3
Средние значения удельных расходов энергии (А0)
при размоле основных видов полуфабрикатов
| Вид волокнистого полуфабриката | Удельный расход энергии (А0), кВт*ч/т*○ШР |
| размол от 13 – 15 до 27-30 ○ШР | |
| Сульфитная хвойная беленая целлюлоза | 5 |
Похожие работы
... используемый для производства транспортной тары. Кроме того, существует картон с микрогофром, его используют для потребительской тары. 5. Основные технико–экономические показатели, характеризующие производство бумаги и картона Технико-экономические показатели применяются для планирования и анализа организации производства и труда, уровня техники, качества продукции, использования основных и ...
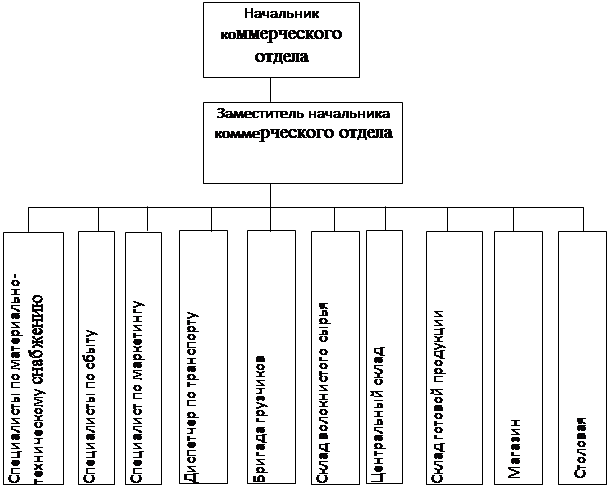
... деятельности предприятия. Организационная структура ООО "Алатырская бумажная фабрика" приведена в приложение. №1. Предприятие ООО " Алатырская бумажная фабрика " имеет линейно-функциональную организационную структуру управления. Управление Обществом осуществляется в соответствии с законодательством РФ и Уставом Общества. При этом Общество самостоятельно определяет структуру органов управления и ...
... опасные деревья вдоль лесовозного уса на расстоянии 25 м в обе стороны должны быть убраны до начала строительства. 2.4 Валка леса Валка леса бензопилами. В лесозаготовительной промышленности наряду с машинной валкой значительное распространение имеет валка леса бензомоторными цепными пилами . Лесозаготовительные предприятия оснащаются главным образом бензомоторными пилами отечественного ...

... со средним специальным образованием, не менее 5 лет. Обязанности 1. Под руководством начальника отдела проводить работу по технико-экономическому анализу производственно-хозяйственной деятельности предприятия и его подразделений с целью изыскания и использования внутренних материальных, трудовых и финансовых резервов, повышения экономической эффективности производства. 2. Осуществлять сбор, ...
0 комментариев