Матеріал деталі і його хімічні і механічні властивості
Вибір виду і методу одержання заготовки
Розробка маршруту механічної обробки деталі з вибором технологічних баз і обладнання
Характеристика обладнання, яке використовується при виготовленні деталі
Розрахунок режимів різання обробки вищевказаної поверхні
Навигация
Розробка технічного процесу виготовлення деталі корпус компресора
Розробка технічного процесу виготовлення деталі корпус компресора
23549
знаков
7
таблиц
0
изображений
Міністерство освіти і науки України
Полтавський політехнічний коледж
Національного технічного університету
«Харківський політехнічний інститут»
Розробка технічного процесу
виготовлення деталі
«Корпус компресора»
Пояснювальна записка до курсового проекту
КП52.501267.002 ПЗ
Керівник проекту Л.М. Погорецька
03.02.2009
Розробив студент М.В. Гололобов
01.02.2009
2009
ЗМІСТ
1. Вступ
2. Загальний розділ
2.1. Короткі відомості про деталь. Технічні вимоги до виготовлення деталі
2.2. Матеріал деталі, його хімічний склад і механічні властивості
2.3. Аналіз технологічності і конструкції деталі
3. Технологічний розділ
3.1. Визначення типу виробництва
3.2. Вибір виду та методу одержання заготовки
3.3. Технічно-економічне обґрунтування вибору заготовки
3.4. Розробка маршруту механічної обробки деталі з вибором технологічних баз і обладнання
3.5. Характеристика обладнання, яке використовується при виготовленні деталі.
3.6. Визначення припусків і встановлення операційних розмірів, допусків для поверхні Ø96Н11(+0,22). Побудова схеми розташування полів допусків і припусків для цієї поверхні.
3.7. Розробка операційного технологічного процесу розточної обробки поверхні Ø96Н11(+0,22).
3.8. Розрахунок режимів різання обробки вищевказаної поверхні.
3.9. Розрахунок норми штучного часу на розроблену операцію розточної обробки поверхні Ø96Н11(+0,22).
4. Література
Додатки:
Додаток А – завдання до курсового проекту
Додаток Б – альбом технологічних карт (маршрутний, операційний технопроцеси, операційний ескіз, титульний аркуш)
Графічна частина проекту:
- Аркуш 1 – креслення заготовки (формат А3 або А2)
- Аркуш 2 – креслення деталі (формат А2 або А1)
- Аркуш 3 – креслення технологічних карт наладок інструмента (формат А1)
ВСТУП
Головним засобом інтенсифікації виробництва любого призначення є парк машин, які має держава. Прогрес в розвитку суспільства залежить від технічного рівня машин, які використовуються. Їх створення та вдосконалення складає основу машинобудування.
Сучасне машинобудування відрізняється підвищенням експлуатаційних характеристик машин: збільшується швидкість, прискорення, температура, зменшується маса, об’єм, вібрація, час за діяння механізмів.
На етапі виготовлення машин особливу увагу звертають на їх якість та найважливіший показник – точність.
Спираючись на закономірності основ технології машинобудування, можливо визначити точність обробки, яку очікуємо, та спів ставити її з допусками на розмір, форму, розташування поверхонь. Стає можливим оцінити якість технологічного процесу вже в ході його розробки.
Технологія машинобудування дозволяє вирішити проблеми виготовлення машин у відповідності до заданої програми випуску, забезпечуючи встановлені показники якості при оптимальних затратах праці.
Сучасні умови характеризуються бурхливим розвитком виробництва і все більш широким застосуванням високоефективних машин у всіх галузях народного господарства. Виробництво машин є складним процесом, під час якого із вихідної сировини та заготовок виготовляють деталі і складають машини.
Особливе значення технологічний процес має при використанні високоавтоматизованого технологічного обладнання, станків з числовим програмним керуванням, гнучких виробничих систем, автоматичних ліній. На цих видах обладнання потрібні параметри якості повинні забезпечуватися за мінімальної участі оператора.
ЗАГАЛЬНИЙ РОЗДІЛ
2.1. Короткі відомості про деталь. Технічні вимоги на виготовлення деталі.
Деталь «Корпус компресора» входить в у складальну одиницю «Компресор ЕКВО-04». Заводське позначення деталі 37.01.00.23-107. Деталь відноситься до класу корпусних деталей і має код по класифікатору 501267.
Деталь призначена для загального єднання механізмів компресора, а також утримання їх в незмінному положенні під час роботи.
Самий високий квалітет точності обробки 7. більшість поверхонь обробляється по 9-14 квалітетах. Спеціальних вимог щодо точності геометричних форм поверхні деталі немає. Натомість пред’являються великі вимоги щодо точності взаємного розташування поверхонь.
Найнижча шорсткість поверхні характерна в даній деталі для отворів і складає Ra=1,6мкм. Шорсткість інших поверхонь, які обробляються, переважно складає Ra=6,3-12,5 мкм.
Твердість деталі НВ 160-231.
Покриття необроблених поверхонь – ґрунтовка ПФ-020 ТУ6-10-1642-77 або ПФ-020 ТУ6-10-1940-84.
Відомості про деталі, які обробляються заносимо до таблиці 1.
Таблиця 1.
Точність розмірів та ступінь шорсткості поверхонь
| Номер поверхні | Найменування поверхні деталі | Точність (квалітет) | Допуски (відхилення) | Клас шорсткості |
| Діаметри | ||||
| 5 | М 16 - 6Н | 6 | 4Ra (6.3) | |
| 8 | М 22×1,5-7Н | 7 | +0,01 0 | 4Ra (6.3) |
| 12 | Ø 130 Н7 (+0,01)2 отв | 7 | 6Ra (1.6) | |
| 13 | М 12 – 6Н 24отв | 6 | 4Ra (6.3) | |
| 16 | Ø 96 Н11(+0,22)2 отв | 11 | +0,22 0 | 6Ra (1.) |
| Довжини | ||||
| 1 | 118 -0,1 | 9 | 0 -0,1 | 6Ra (1.6) |
| 2 | 118 -0,1 | 9 | 0 -0,1 | 6Ra (1.6) |
| 6 | 2 +0,25 | 14 | +0,25 0 | 4Ra (6.3) |
| 9 | 20 ±0,26 | ±0,26 | 4Ra (6.3) | |
| 10 | 133±0,5 | ±0,5 | 4Ra (6.3) | |
| 17 | 175 -0,1 | 9 | 0 -0,1 | 6Ra (1.6) |
| 18 | 175 -0,1 | 9 | 0 -0,1 | 6Ra (1.6) |
| 19 | 227-1 | 14 | 0 -1 | 5Ra (3.2) |
| 4 | Ø 16,8 | 14 |
| 3Ra (12.5) |
| 7 | Ø 23,1 | 14 |
| 3Ra (12.5) |
| 11 | 1,6×45˚ 2 фаски | 14 |
| 3Ra (12.5) |
| 14 | Ø 12,6 24 фаски | 14 |
| 3Ra (12.5) |
| 15 | 1,6×45˚ 2 фаски | 14 |
| 3Ra (12.5) |
| Радіуси | ||||
| 3 | R 20 тіп | 14 |
| 4Ra (6.3) |
Похожие работы
... » кошти на такі дослідження і патентувати винахід, який не забезпечить отримання прибутку від реалізації продукції на його основі. 1 ХАРАКТЕРИСТИКА РОЗТОЧУВАЛЬНОГО ІНСТРУМЕНТУ ЯК ОБ’ЄКТА ДОСЛІДЖЕННЯ Сучасна машинобудівна галузь промисловості відіграє чи не найголовнішу роль в розвитку економіки України. Машинобудівною промисловістю України виробляється найрізноманітніша продукція ...
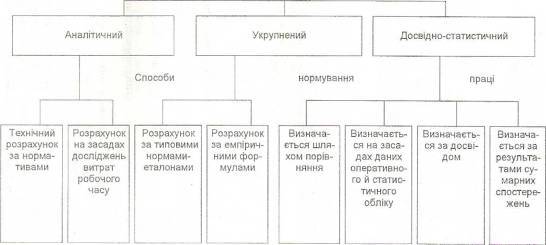
... роботи він встановлюється у вигляді нормованого завдання, як правило, у натуральних показниках, на зміну, місяць, навчальний рік тощо. У промисловості поширеним об'єктом нормування праці є зона обслуговування. Вона визначається кількістю засобів виробництва, ефективну роботу яких може забезпечити один працівник або бригада. Витрати фізичної і нервової енергії працівників найменш досліджені з-пом ...
... - - 26 Компресорна 20 20 27 Насосна 20 30 28 Вентиляційна 30 35 29 Трансформаторна 20 20 30 ВГМ 28 28 Разом 2640,5 2893 Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній ...
... побудови і функціонування системи сертифікації, її структура, функції та порядок виконання цих функцій регламентовані нормативними документами міжнародних організацій із стандартизації і сертифікації, насамперед документами І50, ІЕС, НАС, Європейської співдружності, а також ДСТУ. До правових аспектів сертифікації належать питання поширення відповідальності за спостереженням правил процедури ...
0 комментариев