Матеріал деталі і його хімічні і механічні властивості
Вибір виду і методу одержання заготовки
Розробка маршруту механічної обробки деталі з вибором технологічних баз і обладнання
Характеристика обладнання, яке використовується при виготовленні деталі
Розрахунок режимів різання обробки вищевказаної поверхні
Навигация
Характеристика обладнання, яке використовується при виготовленні деталі
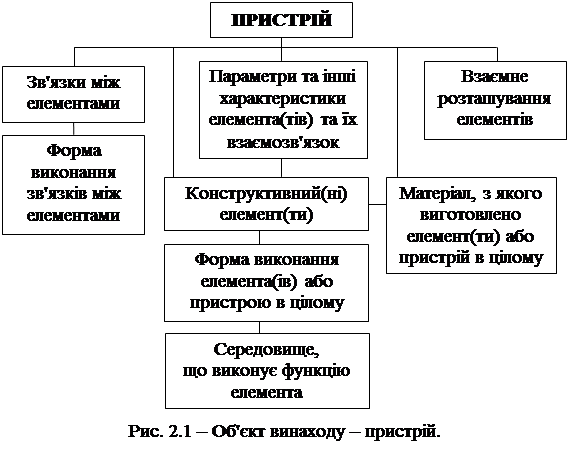
Розробка технічного процесу виготовлення деталі корпус компресора
23549
знаков
7
таблиц
0
изображений
3.5. Характеристика обладнання, яке використовується при виготовленні деталі.
Обладнання: оброблюючий центр моделі ИС 800 ПМФ4
Коротка характеристика ИС 800 ПМФ4
| Розмір робочої поверхні столу, мм | 880 × 800 |
| Найбільший діаметр торцевої фрези, мм | 160 |
| Найбільший діаметр свердління, мм | 40 |
| Найбільший діаметр розточування, мм | 160 |
| Частота обертання шпинделя, об/хв | 21,2 - 3000 |
| Кількість інструментів в магазині, шт | 30 |
| Габаритні розміри станка, мм | 6755 × 8830 × 3455 |
| Загальна маса станка, кг | 22745 |
Технологічний перехід:
Розточити поверхню 16 начорно до Ø95+0,35
Ріжучий інструмент: розточити різець з кутами у плані ![]() = 60˚ і твердосплавною пластинкою ВК 8, ГОСТ 18882-73.
= 60˚ і твердосплавною пластинкою ВК 8, ГОСТ 18882-73.
Вимірювальний інструмент: штангенциркуль ШЦІ 125-0,1 ГОСТ 166-89.
Допоміжний інструмент: оправка.
3.6. Визначення припусків і встановлення операційних розмірів, допусків для поверхні Ø96Н11(+0,22). Побудова схеми розташування полів допусків і припусків для цієї поверхні.
Визначаємо проміжні припуски і проміжні розміри при обробці поверхні отвору Ø96Н11(+0,22). Матеріал деталі СЧ-20 ГОСТ 1412-85, маса деталі 6,25 кг. Деталь має твердість 170-241 НВ. Вихідна заготівка, відливка, отримується литтям в кокіль.
Тип виробництва – середньо серійне. Обробку виконують на оброблюючому центрі мод. ИС 800 ПМФ4.
Складаємо технологічний маршрут обробки поверхні Ø96Н11(+0,22):
операція 005 росточна чорнова,
операція 010 росточна чистова.
Точність і якість поверхні після механічної обробки визначаємо по таблиці
( 7, с.134 )
Допуски на виготовлення деталі вибираємо по таблицям для відлитих заготовок по ГОСТ 1855-85.
Визначаємо величину проміжного припуску для поверхонь типу тіл обертання
(7, с. 57) за формулою (15)
2 · Ζтіп = 2(![]() ) (15)
) (15)
де Rz – висота мікронерівностей поверхні, залишившихся при виконанні попереднього переходу,мкм;
Т – глибина дефектного поверхневого слою ,який залишився при виконанні попереднього переходу, мкм;
Ро – сумарне відхилення розташування, яке виникло на попередньому технологічному переході, мкм;
Еу – величина похибки встановлення заготовки при виконуємому технологічному переході, мкм;
Максимальний припуск на обробку поверхні заготовки (7, С59) за формулою (16).
2 · Ζтах = 2 · Ζтіп + σдп – σдв (16)
де σдп – допуск на розмір на попередньому переході, мм;
σдв – допуск на розмір на виконуємому переході, мм.
Допуски і шорсткість поверхонь на технологічних переходах приймаємо по робочому кресленню та таблиці (7,с. 67).
Сумарне значення відхилення Ро при базуванні відлитих заготовок на плоску поверхню дорівнює величині деформації Рдеф відлитої заготовки по формулі (17).
Рдеф = ∆деф.п + Lз(17)
де ∆деф.п – величина питомої деформації литих заготовок,
Lз – загальна довжина заготовки, мм, Lз = 218мм.
Величину питомої деформації відливки для корпусних деталей приймають
0,7-1,0 мкм/мм (7, с. 68). Приймаємо ∆деф.п = 1мкм/мм.
Ро = Рдеф = 1 · 218 = 218 мкм
Похибка встановлення заготовки Еу підраховуємо зв формулою (18).
Еу =![]() (18)
(18)
де Еб – похибка базування, мкм;
Езк – похибка закріплення, мкм.
Для нашого варіанту закріплення деталі Езк = 200мкм (7, с. 139).
Похибка базування в даному випадку дорівнює допуску на деталь.
Отже, Еб = σд = 2000мкм.
Отже, при чорновому розмічуванні:
Ро = 218мкм
Еу = ![]() = 2010мкм = 2,01мм
= 2010мкм = 2,01мм
2 · Ζтіп = ![]() мкм =5,04мм
мкм =5,04мм
2 · Ζтах = 5,04 + 2 – 0,35 = 6,69мм
Величина залишкового сумарного відхилення розташування заготовки після чорнової обробки визначаємо за формулою (19) (7, С.61).
Рзал = Ку · Ро (19)
де Ку – коефіцієнт уточнення, Ку = 0,06 (7, с.61)
Р зал = 0,06 · 218 = 13мкм
Величина похибки установки після чорнової обробки визначаємо за формулою (20) (7, с. 61)
Еу зал = Ку ·ξу (20)
Еу зал = 0, 06 · 2010 = 120,6мкм
Отже, при числовому розташуванні:
2 · Ζтіп = ![]() мм
мм
2 · Ζтах = 0,3 + 0,35 – 0,22 = 0, 43мм £
Мінімальні (максимальні) проміжні розміри визначаємо шляхом віднімання мінімальних (максимальних) значень проміжних припусків по формулам (21), (22).
Dтіп = Dтіп і - 2 · Ζтіп(21)
Dтах = Dтах і - 2 · Ζтах (22)
Чистова обробка:
Dтіп = 96 – 0,3 = 95 7мм
Dтах = 96,22 – 0,43 = 95,79мм
Чорнова обробка:
Dтіп = 95,7 – 5,05 = 90,65мм
Dтах = 95,79 – 6,7 = 89,1мм
Попередньо розраховані дані заносимо в таблицю 6.
Таблиця 6.
Розрахунок припусків, допусків і проміжних розмірів по технічним операціям.
| Вид заготовки і технологічна операція | Точність заготовки і оброблюваної поверхні | Допуск на розмір, б, мм | Елементи припуску | Проміжні розміри, мм | ||||||
| Rz | Т | Ро | Еу | Заготовки | Припуску | |||||
| Dтах | Dтіп | 2Ζтах | 2 Ζтіп | |||||||
| Заготовка відливка | В | 2,0 | 200 | 300 | 218 | 2010 | 90,65 | 89,1 | - | - |
| Розточна чорнова | Н12 | 0,35 | 20 | 20 | 13 | 120,6 | 95,19 | 95,7 | 6,69 | 5,04 |
| Розточна чистова | Н11 | 0,22 | 10 | - | - | - | 96,22 | 96 | 0,43 | 0,3 |
Похожие работы
... » кошти на такі дослідження і патентувати винахід, який не забезпечить отримання прибутку від реалізації продукції на його основі. 1 ХАРАКТЕРИСТИКА РОЗТОЧУВАЛЬНОГО ІНСТРУМЕНТУ ЯК ОБ’ЄКТА ДОСЛІДЖЕННЯ Сучасна машинобудівна галузь промисловості відіграє чи не найголовнішу роль в розвитку економіки України. Машинобудівною промисловістю України виробляється найрізноманітніша продукція ...
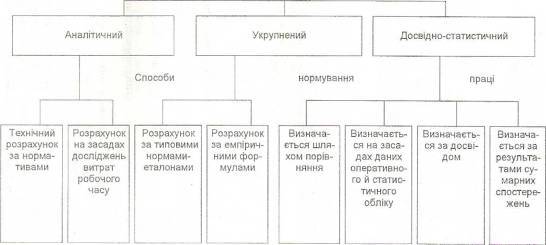
... роботи він встановлюється у вигляді нормованого завдання, як правило, у натуральних показниках, на зміну, місяць, навчальний рік тощо. У промисловості поширеним об'єктом нормування праці є зона обслуговування. Вона визначається кількістю засобів виробництва, ефективну роботу яких може забезпечити один працівник або бригада. Витрати фізичної і нервової енергії працівників найменш досліджені з-пом ...
... - - 26 Компресорна 20 20 27 Насосна 20 30 28 Вентиляційна 30 35 29 Трансформаторна 20 20 30 ВГМ 28 28 Разом 2640,5 2893 Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній ...
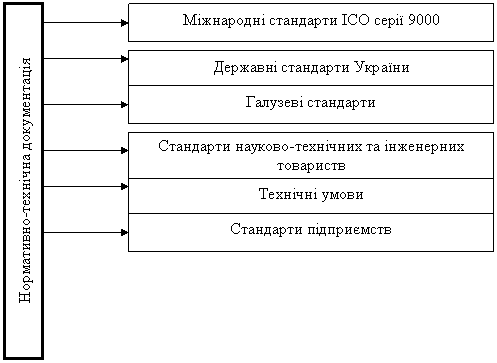
... побудови і функціонування системи сертифікації, її структура, функції та порядок виконання цих функцій регламентовані нормативними документами міжнародних організацій із стандартизації і сертифікації, насамперед документами І50, ІЕС, НАС, Європейської співдружності, а також ДСТУ. До правових аспектів сертифікації належать питання поширення відповідальності за спостереженням правил процедури ...
0 комментариев