Матеріал деталі і його хімічні і механічні властивості
Вибір виду і методу одержання заготовки
Розробка маршруту механічної обробки деталі з вибором технологічних баз і обладнання
Характеристика обладнання, яке використовується при виготовленні деталі
Розрахунок режимів різання обробки вищевказаної поверхні
Навигация
Розрахунок режимів різання обробки вищевказаної поверхні
Розробка технічного процесу виготовлення деталі корпус компресора
23549
знаков
7
таблиц
0
изображений
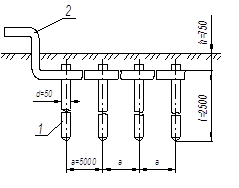
3.8. Розрахунок режимів різання обробки вищевказаної поверхні.
Деталь корпусу компресора. Матеріал – СЧ-20, Gв=210МПА
Заготовка – відливка
Операція 020. Перехід 3,6.
Назначаємо режими різання (по нормативним таблицям).
Визначаємо глибину різання (t) в залежності від припуску на обробку (2Z) по формулі (23)
t = ![]() (23)
(23)
t = ![]() мм
мм
Назначаємо подачу: So = 0,15…0,25мм/об (5, с.267)
Приймаємо подачу: So = 0,2 мм/об;
Задаємо стійкість різця Тхв.
Для багато інструментальної наладки з кількістю інструментів більше 20, Тхв=180хв (4, с.26)
Визначаємо швидкість різання (4, с. 29) по формулі (24)
V = Vтабл К1 · К2 · К3(24)
де V табл. – таблична швидкість різання, м/хв.; V табл. = 80м/хв. (4, с.30)
К1 – коефіцієнт залежний від оброблює мого матеріалу; К1 = 0,7 (4, с.32)
К2 – коефіцієнт залежний від стійкості та марки твердого сплаву; К2 = 0,87;
(4, с. 32)
К3 – коефіцієнт залежний від виду обробки; К3 = 1 (4, с.33)
V = 800 · 70 · 87 = 48 м/хв.
Визначаємо частоту обертання шпинделю станка за формулою (25)
п = ![]() (25)
(25)
п = ![]() об/хв.
об/хв.
Визначаємо силу різання Рz (4, с.35) по формулі (26)
Рz = Рz табл · К1 · К2 (26)
Рz табл. – табличне значення сили різання, кг; Рz табл. = 180кг (4, с. 36)
К1 – коефіцієнт залежний від оброблюємого матеріалу; К1 = 0,6 (4, с.36)
К2 – коефіцієнт залежний від швидкості різання; К2 = 1,1 (4, с.36)
Рz = 180· 0,6 · 1,1 ≈ 119 кг
То = ![]() (27)
(27)
Визначаємо основний час То по формулі (27)
де l – довжина різання, мм; l = 15мм (4, с.300)
l1 – довжина врізання, мм; l1 = 2 мм(4, с.300)
l2 – довжина перебігу, мм; l2 = 2 мм(4, с. 300)
То =![]() ≈0,59 хв
≈0,59 хв
Технологічний перехід 6:
Розточити поверхню 16 вчисту до Ø96Н11(+0,32).
Ріжучий, вимірювальний та допоміжний інструменти ті, що на переході 3.
Назначаємо режими різання.
Визначаємо глибину різання за формулою (23)
t = ![]() = 0,2 мм
= 0,2 мм
Приймаємо подачу So = 0,13 мм/об (5, с. 268)
Визначаємо швидкість різання за формулою (24).
Причому Vтабл. = 105 м/хв. (4, с. 30); К1 = 0,9, К2 = 0,85, К3 = 1 (4, с. 32)
V = 105 · 0,9 · 0,85 · 1 = 80,3 м/хв.
За формулою (25) визначаємо частоту обертання шпинделя:
n = ![]() ≈ 266 об/хв.
≈ 266 об/хв.
Беручи до уваги незначне навантаження на різець при даному режимі обробки, визначення сили різання не приводимо.
Визначаємо основний час за формулою (27)
То = ![]() ≈0,49 хв
≈0,49 хв
3.9. Розрахунок норми штучного часу на розроблену операцію розточної
Норму часу на операцію визначаємо за формулою (28) (1, с. 39)
Тшт = То + Тдоп + Табс + Т п (28)
де Тшт – штучний час, хв
Тдоп – допоміжний час, хв
То – основний час, хв
Табс – час на обслуговування робочого місця, хв.
Тп – час на особисті потреби, хв.
Так як операція виконується послідовно за два переходи, то для підрахунку застосовуємо формулу (29)
То = То1 + То2 (29)
То = 0,59 +0,49 = 1,08 хв
Визначаємо допоміжний час по формулі (30)
Тдоп = Тдоп 1+ Тдоп 2 + Т доп 3 (30)
де Тдоп 1 – допоміжний час на установку і закріплення деталі; Тдоп 1 = 2,9 хв (6, с.239)
Тдоп 2 – допоміжний час пов’язаний з переходом, хв.;
Тдоп 3 – допоміжний час на виміри, хв.
Для технологічного переходу 005, час пов’язаний з переходом становить 0,5 хв
(6, с.241), на перевірку штангенциркулем – 0,5 хв
Для технологічного переходу 010, час пов’язаний з переходом – 005хв; на перевірку калібром – 0,1 хв.
Отже:
Тдоп 2 = 0,5 + 0,05 = 0,55 хв;
Тдоп 3 = 0,5 + 0,1 = 0,6 хв;
Тдоп = 2,9 + 0,55 + 0,6 = 4,05 хв
Тобсл складає 2,5% від оперативного часу – ЕоТ + Тдоп (1, с. 41) по формулі (31)
Тобсл = (То + Тдоп) ![]() (31)
(31)
Тобсл = (1,08 + 4,05) · ![]() = 0,13 хв
= 0,13 хв
Час на особисті потреби Тп складає 4% від оперативного часу (1, с.47) обчислюємо по формулі (32)
Тп = Топ · ![]() (32)
(32)
Тп = (1,08 + 4,05) · ·![]() = 0,2 хв
= 0,2 хв
Тшт = 1,08 + 4,05 + 0,13 + 0,2 = 5, 46 хв
Так як виробництво серійне, то визначаємо штучно-калькуляційний час (1, с.41) по формулі (33)
Тшт к = Тшт + ![]() (33)
(33)
де Тп.з – підготовчо-заключний час, хв.
Пзап – партія запуску деталей; h = 15000. Обчислюємо по формулі (34)
Тп.з = Тп.з1 + Т п.з2 + Тп.з3(34)
де Тп.з1 – час на наладку станка; Тп.з1 = 40 хв (6, с. 241)
Тп.з2 - час на допоміжні прийоми: Тп.з2 = 0хв;
Тп.з3 – час на отримання інструменту і пристосування до початку роботи та здачі їх після роботи; Тп.з3 = 7хв (6, с. 241)
Тп.з = 40 + 0 + 7 = 47 хв
Тшт.к = 5,46 + ![]() = 5,46 хв
= 5,46 хв
5. Література
1. Добрыднев Н.С. Курсовое проектирование по предмету «Технология машиностроения». – М: Машиностроение, 1945.- 184с.
2. Курсовое проектирование по предмету «Технология машиностроения» Методические указания для учащихся средних специальных учебных заведений. – Днепропетровск, Часть 1, Часть 2., 1999г.
3. Данилевский В.В. Технология машиностроения – М:Машиностроение, 1985. – 400с.
4. Кучер А.М. Металлорежущие станки – Ленинград: Машиностроение, 1972.- 307с.
5. Косилова А.Г., Мещерякова Р.К. Справочник технолога машиностроителя. Том 1, Том 2 – М: Машиностроение, 1985.
6. Кирилюк Ю.Є . Допуски и посадки. Справочник. – К: Вища школа, 1987 – 120с.
7. Силантева Н.А. Техническое нормирование труда в машиностроении. – М: Высшая школа, 1990. – 287с.
Похожие работы
... » кошти на такі дослідження і патентувати винахід, який не забезпечить отримання прибутку від реалізації продукції на його основі. 1 ХАРАКТЕРИСТИКА РОЗТОЧУВАЛЬНОГО ІНСТРУМЕНТУ ЯК ОБ’ЄКТА ДОСЛІДЖЕННЯ Сучасна машинобудівна галузь промисловості відіграє чи не найголовнішу роль в розвитку економіки України. Машинобудівною промисловістю України виробляється найрізноманітніша продукція ...
... роботи він встановлюється у вигляді нормованого завдання, як правило, у натуральних показниках, на зміну, місяць, навчальний рік тощо. У промисловості поширеним об'єктом нормування праці є зона обслуговування. Вона визначається кількістю засобів виробництва, ефективну роботу яких може забезпечити один працівник або бригада. Витрати фізичної і нервової енергії працівників найменш досліджені з-пом ...
... - - 26 Компресорна 20 20 27 Насосна 20 30 28 Вентиляційна 30 35 29 Трансформаторна 20 20 30 ВГМ 28 28 Разом 2640,5 2893 Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній ...
... побудови і функціонування системи сертифікації, її структура, функції та порядок виконання цих функцій регламентовані нормативними документами міжнародних організацій із стандартизації і сертифікації, насамперед документами І50, ІЕС, НАС, Європейської співдружності, а також ДСТУ. До правових аспектів сертифікації належать питання поширення відповідальності за спостереженням правил процедури ...
0 комментариев