Матеріал деталі і його хімічні і механічні властивості
Вибір виду і методу одержання заготовки
Розробка маршруту механічної обробки деталі з вибором технологічних баз і обладнання
Характеристика обладнання, яке використовується при виготовленні деталі
Розрахунок режимів різання обробки вищевказаної поверхні
Навигация
Вибір виду і методу одержання заготовки
Розробка технічного процесу виготовлення деталі корпус компресора
23549
знаков
7
таблиц
0
изображений
3.2. Вибір виду і методу одержання заготовки.
Заводський варіант одержання заготовки передбачає одержання заготовки методом лиття в піщано-глиняні форми. Перевага цього методу – найнижча вартість лиття.
Недоліки - низька точність заготовки, високі параметри шорсткості, великі припуски на механічну обробку, потребує найбільших затрат металу.
Я пропоную цей метод замінити на метод лиття в кокіль. Цей метод має переваги: найбільш дешевий серед спеціальних методів лиття, багатократне використання металічних форм; кокіль дозволяє отримати відливки зі стабільними і точними розмірами (до 12 квалітету), параметр шорсткості може досягати Rz=20мкм, підвищуються механічні властивості відливки.
При переході лиття з пісчаних форм на кокіль втрати матеріалу зменшуються на 10-20%, за рахунок літнікової системи, трудоємність механічної обробки за рахунок зменшення припусків і висока точність розмірів зменшується в 1,5-2 рази.
Недоліки – кокілі коштують дорого, можливість короблення через значні усадкові і термічні напруження.
Заміна лиття в пісчані форми на кокільне знижує собівартість відливок приблизно на 30%.
3.3. Техніко-економічне обґрунтування вибору заготовки.
Обґрунтування більш економічного варіанту заготовки робимо по двом параметрам:
1) коефіцієнт використання матеріалу;
2) вартість варіантів заготовки.
Варіант І.
Заводський варіант (лиття в пісчано-глиняні форми). Визначаємо коефіцієнт використання матеріалів по формулі (2)
![]() (2)
(2)
де тд – маса деталі, кг, тд= 6,25 кг
тз - маса заготовки, кг, обчислюється по формулі (3)
тз=тд + тпр(3)
тпр =Vпр · γ(4)
де Vпр – об’єм припусків, см3
γ- питома вага матеріалу заготовки, г/см3
Для сірого чавуну γ = 7,5(2,с. 141)
Щоб визначити об’єм припусків, потрібно знати їх розміри. Максимальний припуск при литті в пісчані форми 5мм (2,с. 482). Розіб’ємо припуски на прості частини, що кожна з них мала просту геометричну форму, зручну для розрахунку об’єму.
Головна частина припуску припадає на отвори Ø96мм, їх фланці, а також на фланець верхньої кришки та привали лап.
Загальний припуск знайдемо по формулі (5).
V = 2V1O+2V1Ф +2V2O+2V2Ф+VKP+VЛ (5)
де V1о, V1Ф , V2о, 2V2Ф – об’єми припусків відповідно першого отвору, його фланцю, другого отвору, його фланця;
Vкр, Vл – об’єми припусків кришки і лап відповідно.
Форма припусків обох отворів та фланцю першого отвору має форму кільця. Об’єм кільця знаходимо по формулі (6).
V = ![]() h (R2 – r2) (6)
h (R2 – r2) (6)
де h – висота кільця, мм
r – внутрішній радіус, мм
R – зовнішній радіус, мм
Згідно з кресленнями маємо: h1о =12мм, R1о=65мм, r1о=60мм, h1ф=5мм, R1ф=92мм, r1ф=65мм, h2о=15мм, R2о=48мм, r2о=43мм.
V1о = 3,14 · 12(652-602) = 23550мм3 ≈ 23, 5 см3
V1ф = 3,14 · 5(922-652) = 66552мм3 ≈ 66,6см3
V2о = 3,14 · 15(482-432) = 21430мм3 ≈ 21,4см3
Поверхня фланцю отвору Ø96Н11 є квадрат з вирізаним в ньому отвором. Тому об’єм припуску визначаємо по формулі (7).
V2ф = S(BH – ПR2) (7)
де B, H – довжина та ширина фланцю відповідно;
B=120мм, H=116мм;
R – радіус отвору; R=48мм;
S – в даному випадку величина припуску; S=5мм.
V2ф = 5(120·116 – 3,14·482) = 33427мм3 ≈ 33,4см3
Поверхня кришки є квадратне кільце. Об’єм припуску визначаємо за формулою (8).
Vкр=S(BH-bn)
де S – в даному випадку величина припуску, S=5мм.
В, Н – зовнішня довжина і ширина кришки відповідно.
В=165мм, Н=168мм.
b, h - внутрішня довжина і ширина кришки відповідно.
B= 133мм, h=136мм.
Vкр = 5(165 ·168 - 133·136)= 48160мм3 ≈48,1см3
Поверхня лап є прямокутником. Отже об’єм знаходимо по формулі (9)
Vл=2SHB(9)
де S - величина припуску, S=5мм.
B, H – довжина і ширина лап відповідно, B=226мм, H=30мм.
Vл = 2 5 226 30 = 67800мм3 ≈ 67,8см3
V= 2 23550 + 2 66552 + 2 21430 + 2 33427 + 48160 + 67800 =
= 405878мм3 ≈ 406см3
тпр = 406 7,5 = 3045 г ≈ 3,05кг.
Але, щоб знайти масу заготовки потрібно також знайти масу відходів металу, які виділяються при обробці різьбових отворів.
В деталі 24 отв. М12-6Н, та по одному отвору М16-6Н і М22-7Н. Умовно приймемо, що в деталі 26 отв М12-6Н.
Знайдемо об’єм одного отвору, умовно вважаючи, що його об’єм дорівнює об’єму циліндру такого ж діаметру і довжини за формулою (10).
Vотв = П · h · r2 (10)
де h – глибина отвору, мм, h = 27мм
r – радіус отвору, мм, r = 6мм
Vотв = 3,14 · 27 · 62 ≈ 3052мм3
Тоді загальний об’єм знаходимо по формулі (11)
Vзаг = 26 · Vотв (11)
Vзаг = 26 · 3052 = 79354 ≈ 80см3
У відповідності з формулою (4) маса 26 отворів знаходимо по формулі (12)
тотв = Vзаг · γ (12)
тотв = 80 · 7,5 = 600г =0,6кг
Отже, маса заготовки по першому варіанту за формулою (13)
тз = тд + тпр + тотв (13)
тз = 6,25 + 3,05 + 0,6 = 9,9кг
![]()
Визначимо вартість заготовки за формулою (14)
![]() (14)
(14)
де С1можл – вартість отримання лиття в пісчано-глинистій формі;
С1можл = 4200грн
Варіант ІІ.
Проектує мий варіант (лиття в кокіль).
Визначаємо коефіцієнт використання матеріалу за формулою (2). Щоб визначити масу припусків і заготовки по другому варіанту робимо перерахунок аналогічно розрахункам по першому варіанту, з тією різницею, що максимальний припуск при литті в кокіль становить 2мм.
V1о = 3,14 · 12(652-622) = 14356мм3
V1ф = 3,14 · 2(922-622) = 29013мм3
V2о = 3,14 · 15(482-462) = 8855мм3
V2ф = 2(120 · 116 – 3,14 · 462) = 14552мм3
Vкр = 2(165 · 168 - 133 · 136) = 19264мм3
Vл = 2 · 2 · 226 · 30 = 27120мм3
V = 2 · 14356 + 2 · 29013 + 2 · 8855 + 2 · 14552 + 19264 + 27120 = 179936мм3 ≈
≈ 180см3
тпр = 180 · 7,5 = 1350г = 1,35кг
тз = 6,25 + 1,35 + 0,6 = 8,2кг
Визначаємо вартість заготовки по другому варіанту згідно з формулою (14). Причому вартість лиття в кокіль С1можл = 10000грн.
Порівняльну характеристику варіантів приводимо в таблиці 4.
Таблиця 4.
Порівняльна характеристика варіантів заготовки.
| Вид заготовки | Кв.м. | Вартість заготовки, грн |
| Лиття в пісчані форми | 0,63 | 41,58 |
| Лиття в кокіль | 0,76 | 82 |
Висновок. Хоча і вартість заготовки по проектованому варіанту майже у 2 рази вища, але ми досягли підвищення коефіцієнту використання матеріалу. А враховуючи те, що при другому варіанті ми можемо відмовитися від більшості чорнових операцій, і при цьому значно понизиться трудоємність обробки деталі, то можна вважати другий варіант більш економічним.
Похожие работы
... » кошти на такі дослідження і патентувати винахід, який не забезпечить отримання прибутку від реалізації продукції на його основі. 1 ХАРАКТЕРИСТИКА РОЗТОЧУВАЛЬНОГО ІНСТРУМЕНТУ ЯК ОБ’ЄКТА ДОСЛІДЖЕННЯ Сучасна машинобудівна галузь промисловості відіграє чи не найголовнішу роль в розвитку економіки України. Машинобудівною промисловістю України виробляється найрізноманітніша продукція ...
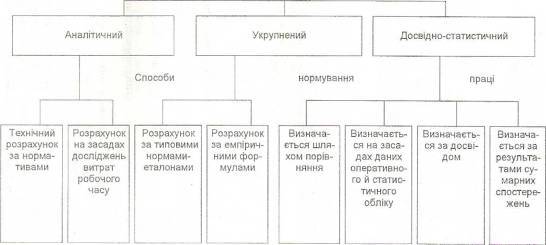
... роботи він встановлюється у вигляді нормованого завдання, як правило, у натуральних показниках, на зміну, місяць, навчальний рік тощо. У промисловості поширеним об'єктом нормування праці є зона обслуговування. Вона визначається кількістю засобів виробництва, ефективну роботу яких може забезпечити один працівник або бригада. Витрати фізичної і нервової енергії працівників найменш досліджені з-пом ...
... - - 26 Компресорна 20 20 27 Насосна 20 30 28 Вентиляційна 30 35 29 Трансформаторна 20 20 30 ВГМ 28 28 Разом 2640,5 2893 Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній ...
... побудови і функціонування системи сертифікації, її структура, функції та порядок виконання цих функцій регламентовані нормативними документами міжнародних організацій із стандартизації і сертифікації, насамперед документами І50, ІЕС, НАС, Європейської співдружності, а також ДСТУ. До правових аспектів сертифікації належать питання поширення відповідальності за спостереженням правил процедури ...
0 комментариев