Визуальному и измерительному контролю подлежат все контрольные сварные соединения, выполненные сварщиком при аттестации
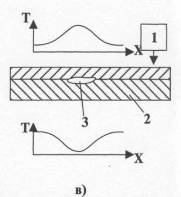
На образцах разрешается выполнять надрез глубиной до 1 мм со стороны, противоположной месту приложения изгибающей нагрузки (рис. 1в)
При испытании определяют характер (тип) разрушения образца, а также предел текучести при растяжении и относительное удлинение при разрыве
После снятия нагрузки образец извлекают из пресса и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали
Навигация
Контроль сварки
Контроль сварки
21379
знаков
6
таблиц
12
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
ЮГО-ЗАПАДНЫЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Кафедра: «МАТЕРИАЛОВЕДЕНИЕ и СВАРОЧНОЕ ПРОИЗВОДСТВО»
Реферат на тему:
КОНТРОЛЬ РЕЗУЛЬТАТОВ ПРАКТИЧЕСКОГО ЗАДАНИЯ СВАРЩИКОВ
Выполнил: ст.гр. СП-61
Дресвянников Д.В
Проверил: доцент
Башурин А.В.
КУРСК 2010
КОНТРОЛЬ КАЧЕСТВА КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ
1 Контрольные сварные соединения подвергают контролю качества методами, приведенными в табл. 1.
Таблица 1 – Методы контроля и испытаний контрольных сварных соединений и наплавок
| Метод контроля | Стыковое соединение листов | Стыковое соединение труб | Угловое соединение | Наплавка | Соединение деталей с закладными нагревателями |
| Визуальный и измерительный (ВИК) | * | * | * | * | * |
| Радиографический (РГК) | *1 | *1 | *2 | — | — |
| Ультразвуковой (УЗК) | *3 | *3 | *4 | *9 | — |
| Испытание на статический изгиб (сплющивание) | *5 | *5 | — | — | *10 |
| Испытание на излом | *1 | *1 | *1;8 | — | *11 |
| Анализ макрошлифов (без полирования) | — | — | *6 | *6 | — |
| Магнитопорошковый (МПК)** или капиллярный (КК) ** | *7 | *7 | *7 | *7 | — |
| Испытание на осевое растяжение | *12 | *12 | — | — | — |
Обозначения:
* - контроль является обязательным, с учетом примечания;
** - для сварных соединений из полимерных материалов не применяют;
— - контроль не является обязательным.
Примечания к табл. 1:
1. Выполняют радиографический контроль или испытания на излом (Приложение 1), но не оба метода контроля вместе.
Для сварных соединений из полимерных материалов радиографический контроль или испытания на излом не применяют.
2. Кроме контрольных угловых сварных соединений приварки труб (патрубков, штуцеров) к листам или трубам при номинальном внутреннем диаметре привариваемой трубы менее 30 мм и соединений вварки труб в трубные решетки; для сварных соединений из полимерных материалов не применяется.
3. Контроль выполняют в случаях, предусмотренных нормативными документами, указанными в заявке, взамен или в дополнение к радиографическому контролю, при этом испытания на излом не выполняют.
Для сварных стыковых соединений полиэтиленовых труб систем газоснабжения ультразвуковой контроль является обязательным.
4. Кроме контрольных сварных соединений при номинальном внутреннем диаметре привариваемой трубы (патрубка, штуцера) менее 100 мм, а также контрольных сварных соединений трубных решеток.
5. Контроль является обязательным для контрольных сварных соединений, выполненных газовой сваркой и сваркой плавящимся электродом в активных газах и смесях.
Для сварных стыковых соединений полимерных материалов не применяется.
6. Испытаниям подлежат не менее 2 макрошлифов.
7. Контроль выполняют по решению аттестационной комиссии с учетом заявки на проведение аттестации.
8. Испытания выполняют для соединений листов.
9. Ультразвуковой контроль выполняют на отслоение наплавки.
10. Для сварных соединений полиэтиленовых труб трубопроводов систем газоснабжения, выполненных с помощью муфт с закладными нагревателями, обязательным является испытание на сплющивание.
11. Для сварных соединений седловых отводов полиэтиленовых труб трубопроводов систем газоснабжения обязательным является испытание на отрыв.
12. Для стыковых сварных соединений полиэтиленовых трубопроводов систем газоснабжения, выполненных сваркой нагретым инструментом, обязательным является испытание на осевое растяжение (Приложение 3).
Контролю неразрушающими методами подлежит каждое контрольное сварное соединение по всей его длине (периметру).
При аттестации сварщиков на выполнение наплавок сплошному контролю подлежит вся площадь наплавки следующими методами: визуальным и измерительным, капиллярным и ультразвуковым.
2. Помимо указанных в табл. 1 методов контроля контрольные сварные соединения могут дополнительно подвергаться испытаниям другими методами, если применение этих методов оговорено нормативными документами на сварку производственных стыков или указано в заявке на проведение аттестации.
3. Контроль качества контрольных сварных соединений (наплавок) должен выполняться контролерами (дефектоскопистами, непосредственно выполняющими контроль, лаборантами), аттестованными в установленном порядке на выполнение контроля конкретными методами.
4. Контролируемый участок контрольного сварного соединения при контроле неразрушающими методами должен включать весь объем шва, а также прилегающие к нему участки основного материала по обе стороны от шва:
· для стыковых контрольных сварных соединений, выполняемых дуговыми способами сварки или электронно-лучевой сваркой шириной не менее 5 мм при толщине свариваемых деталей до 5 мм включительно, не менее номинальной толщины свариваемых деталей при толщине деталей свыше 5 до 20 мм включительно, не менее 20 мм при номинальной толщине свариваемых деталей свыше 20 мм;
· для угловых и торцевых контрольных сварных соединений и вварки труб в трубные решетки, выполняемых дуговыми способами сварки и электронно-лучевой сваркой, шириной не менее 3 мм независимо от толщины;
· для контрольных сварных соединений, выполняемых электрошлаковой сваркой, шириной не менее 50 мм независимо от толщины.
Похожие работы
... при наличии автоматической приставки. Широко используют также дефектоскопы типа АСК-10(12), ИОС-1, ВК-ЗОС, ВД-20П, ИПП-1М, «Магнитоскоп» и др. Тепловые методы Тепловые методы неразрушающего контроля используют при исследовании тепловых процессов в РЭС, причем в большинстве случаев регистрируют поверхностное тепловое или температурное поле объекта контроля, в пространственно-временной ...
... , океане и толще Земли. Рефракционные эффекты могут наблюдаться также при распространении ультразвука в изделиях и материалах, если скорость звука в них меняется по толщине, например, вследствие поверхностной цементации. Поэтому рефракция звука положена в основу акустических методов контроля качества цементации массивных сооружений (плотин и т.п.) и степени уплотнения грунтов под собственным весом ...





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...
... или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. ...
0 комментариев