Визуальному и измерительному контролю подлежат все контрольные сварные соединения, выполненные сварщиком при аттестации
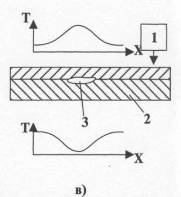
На образцах разрешается выполнять надрез глубиной до 1 мм со стороны, противоположной месту приложения изгибающей нагрузки (рис. 1в)
При испытании определяют характер (тип) разрушения образца, а также предел текучести при растяжении и относительное удлинение при разрыве
После снятия нагрузки образец извлекают из пресса и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали
Навигация
Визуальному и измерительному контролю подлежат все контрольные сварные соединения, выполненные сварщиком при аттестации
Контроль сварки
21379
знаков
6
таблиц
12
изображений
5. Визуальному и измерительному контролю подлежат все контрольные сварные соединения, выполненные сварщиком при аттестации.
Контроль выполняют с целью выявления следующих дефектов:
· отступлений по размерам и форме швов от требований стандартов, чертежей, технических условий и инструкций по сварке изделий;
· смещения кромок свариваемых деталей;
· поверхностных трещин всех видов и направлений;
· наплывов, подрезов, прожогов, кратеров, непроваров, свищей, западаний между валиками, чешуйчатости, поверхностных включений и пор.
6. Визуальный контроль сварных швов производят по всей их протяженности с двух сторон невооруженным глазом или с применением лупы 4÷7 кратного увеличения. Перед контролем сварной шов и прилегающие к нему поверхности контрольного сварного соединения по обе стороны шва должны быть очищены от шлака и других загрязнений, затрудняющих выполнение контроля. Ширина очищенной зоны должна соответствовать требованиям нормативной документации на сварку оборудования конкретных групп опасных технических устройств.
Измерительный контроль производят не менее чем в 4 местах, расположенных равномерно по длине сварного шва. Выбор мест измерения выполняет член аттестационной комиссии.
7. Визуальный и измерительный контроль выполняют в соответствии с требованиями нормативных документов и методиками контроля конкретной продукции.
8. К радиографическому или ультразвуковому контролю, а также к контролю разрушающими методами (испытание на излом, испытание на изгиб, металлографические исследования) контрольных соединений разрешается приступать при условии удовлетворительных результатов визуального и измерительного контроля.
9. Магнитопорошковый контроль выполняют с целью определения поверхностных и подповерхностных дефектов, а капиллярный контроль - с целью выявления поверхностных дефектов в контрольных сварных соединениях.
Магнитопорошковый контроль производят в соответствии с ГОСТ 21105, капиллярный контроль - в соответствии с ГОСТ 18442 и методиками контроля, согласованными в установленном порядке. Класс и уровень чувствительности контроля устанавливают по нормативным документам и указывают в технологической карте по сварке.
10. Радиографический и ультразвуковой контроль проводят для выявления в сварных соединениях внутренних дефектов (трещин, непроваров, несплавлений, одиночных включений, скоплений включений и др.).
Ультразвуковой контроль сварных соединений образцов производят в соответствии с ГОСТ 14782 и/или другими документами, согласованными в установленном порядке.
Радиографический контроль сварных соединений производят в соответствии с ГОСТ 7512 и/или другими документами, согласованными в установленном порядке.
11. Радиографический, ультразвуковой, магнитопорошковый или капиллярный контроль контрольных соединений, сваренных сварщиком при аттестации, выполняют по всей протяженности сварных швов.
12. Механические испытания контрольных сварных соединений металлических материалов проводят в соответствии с ГОСТ 6996, полимерных – в соответствии с ГОСТ 11262.
Механические испытания сварных соединений арматуры и закладных изделий железобетонных конструкций выполняют по ГОСТ 10992.
Инструкции по проведению механических испытаний контрольных сварных соединений приведены в Приложениях 1,2,4 – для соединений из металлических материалов и в Приложениях 3 – для соединений из полимерных материалов.
13. Анализ макрошлифов без их полирования выполняют на шлифах, вырезаемых из контрольного соединения равномерно по длине (периметру) сварного шва. Вырезку шлифов из контрольных соединений производят таким образом, чтобы ими были представлены участки шва, сваренные в нижнем, вертикальном и потолочном положениях.
Контроль выполняют с целью выявления внутренних дефектов (трещин, непроваров, пор, шлаковых и неметаллических включений и др.), а также для установления размеров дефектов и глубины проплавления шва. Контроль производят путем анализа одной стороны (поверхности) шлифа, вырезанного поперек сварного шва. При этом поверхность должна включать сечение шва с зоной термического влияния и прилегающим к ней участком основного металла.
14. По результатам контроля качества контрольных образцов должно быть оформлено заключение (акт, протокол), в котором указывают: наименование лаборатории, номер свидетельства об аттестации, телефон руководителя, фамилия сварщика, клеймо контрольного сварного соединения, вид (способ) сварки, размеры контрольных образцов, метод контроля, нормативный документ для оценки качества, размеры обнаруженных дефектов, нормативные требования и общую оценку результатов контроля.
ПРИЛОЖЕНИЕ 1
ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ НА ИЗЛОМ1 Испытания на излом выполняют с целью выявления возможных внутренних дефектов в сечении шва в месте его излома.
2 Вырезку заготовок для изготовления образцов для испытаний на излом производят механическим путем режущим или абразивным инструментом. Допускается выполнять вырезку заготовок плазменной или газовой резкой при условии последующей механической обработки заготовок в зоне резки на глубину не менее 2 мм. Краевые участки стыкового и таврового контрольных сварных соединений пластин, выполненных ручными способами сварки, длиной не менее 25 мм подлежат удалению (рис. 1 и 2).
Примечание. Заготовки образцов для испытаний на излом, имеющие надрез по боковым поверхностям глубиной 5 мм, разрешается не обрабатывать механическим путем после плазменной и газовой резки.
3 Усиление шва допускается не удалять. Перед изготовлением образцов остающаяся стальная подкладка в контрольных сварных соединениях, выполненных с подкладкой, должна быть удалена.
4 Испытаниям подвергается вся длина стыкового и углового контрольных сварных соединений листов (без краевых участков длиной 25 мм, удаляемых при вырезке заготовок) и труб.
5 Из контрольного стыкового соединения листов (рис. 1а) вырезают образцы для испытаний шириной 50 мм. При необходимости разрешается удалять усиление шва. В образцах на обоих концах сварного шва делаются надрезы глубиной до 5 мм (рис. 1б) и шириной 2 мм для улучшения условий разрушений наплавленного металла.
Похожие работы
... при наличии автоматической приставки. Широко используют также дефектоскопы типа АСК-10(12), ИОС-1, ВК-ЗОС, ВД-20П, ИПП-1М, «Магнитоскоп» и др. Тепловые методы Тепловые методы неразрушающего контроля используют при исследовании тепловых процессов в РЭС, причем в большинстве случаев регистрируют поверхностное тепловое или температурное поле объекта контроля, в пространственно-временной ...
... , океане и толще Земли. Рефракционные эффекты могут наблюдаться также при распространении ультразвука в изделиях и материалах, если скорость звука в них меняется по толщине, например, вследствие поверхностной цементации. Поэтому рефракция звука положена в основу акустических методов контроля качества цементации массивных сооружений (плотин и т.п.) и степени уплотнения грунтов под собственным весом ...





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...
... или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. ...
0 комментариев