Визуальному и измерительному контролю подлежат все контрольные сварные соединения, выполненные сварщиком при аттестации
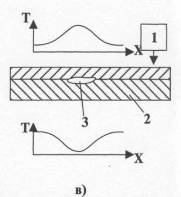
На образцах разрешается выполнять надрез глубиной до 1 мм со стороны, противоположной месту приложения изгибающей нагрузки (рис. 1в)
При испытании определяют характер (тип) разрушения образца, а также предел текучести при растяжении и относительное удлинение при разрыве
После снятия нагрузки образец извлекают из пресса и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали
Навигация
После снятия нагрузки образец извлекают из пресса и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали
Контроль сварки
21379
знаков
6
таблиц
12
изображений
3 После снятия нагрузки образец извлекают из пресса и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали.
4 Стойкость сварного шва к сплющиванию характеризуется процентом отрыва Сс (%), который является отношением длины сварного шва, не подвергнувшейся отрыву, к полной длине сварного шва в пределах одной трубы
где y - длина шва, не подверженная отрыву;
e - длина зоны сварки (длина шва) в пределах одной трубы, определяемая по расстоянию между крайними витками спирали закладного нагревательного элемента.
5 Результаты испытаний считают положительными, если на всех испытанных образцах отрыв не наблюдался или если Сс составляет не менее 40%.
6 Сварные соединения труб и седловых отводов с закладными нагревателями подвергают испытаниям на отрыв.
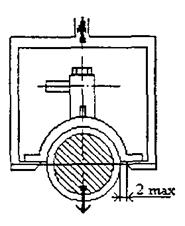
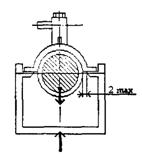
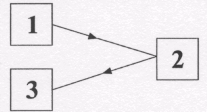
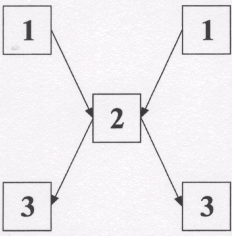
Испытательная машина должна быть снабжена оснасткой, обеспечивающей приложение нагрузки по одной из двух схем испытания, приведенных на рис. 7. Длина полиэтиленовой трубы контрольного сварного соединения принимается равной длине седелки.
Внутрь полиэтиленового патрубка испытываемого образца для передачи усилия вводят металлический сердечник, наружный диаметр которого D определяется по табл. 3 в зависимости от наружного диаметра трубы d и стандартного размерного отношения SDR.
Сварной узел подвергают испытанию целиком и нагружают до полного отделения седлового отвода от трубы.
Таблица3 – Диаметр сердечника при испытании седловых отводов на отрыв
| SDR | d, мм | D, мм | SDR | d, мм | D, мм |
| 11 | 63 | 49,5-0,1 | 17,6 | 75 | 64,7-0,2 |
| 75 | 59,3-0,2 | 90 | 77,7-0,2 | ||
| 90 | 70,7-0,2 | 110 | 95,5-0,2 | ||
| 110 | 87,5-0,2 | 125 | 108,7-0,2 | ||
| 125 | 99,3-0,2 | 140 | 121,9-0,2 | ||
| 140 | 111,5-0,2 | 160 | 139,0-0,2 | ||
| 160 | 127,0-0,2 | 180 | 156,4-0,2 | ||
| 180 | 143,0-0,2 | 200 | 174,0-0,2 | ||
| 200 | 159,0-0,2 | 225 | 196,0-0,2 | ||
| 225 | 179,0-0,2 |
|
| ||||||
| |||||||
7 Качество оценивают по виду излома в месте сварки седлового отвода с трубой. Излом должен иметь вязкий характер разрушения по замкнутому периметру сварного шва. Хрупкое разрушение сварного шва не допускается.
ПРИЛОЖЕНИЕ 4
ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ НА СТАТИЧЕСКИЙ ИЗГИБ1 Механические испытания контрольных сварных соединений металлических материалов проводят в соответствии с ГОСТ 6996-66*, полимерных материалов – в соответствии с ГОСТ 11262-80.
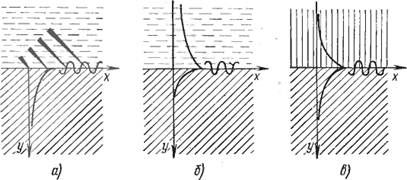
2 Испытаниям на статический изгиб стыковых соединений листов и труб толщиной 3 мм и более подлежат 4 образца, из которых 2 образца подлежат изгибу со стороны усиления шва (рис. 6а), а другие 2 образца – со стороны корня шва (рис. 6б). При толщине листов и стенок труб 12 мм и более допускается выполнять испытание образцов «на ребро» (боковой изгиб) согласно рис. 6в. При этом испытаниям подлежат не менее 4 образцов.
3 Для стыковых соединений металлических труб диаметром до 108 мм включительно при толщине стенки до 6 мм включительно допускается проводить испытания на сплющивание, если это не противоречит требованиям нормативных документов.
4 Вырезку заготовок для изготовления образцов для механических испытаний производят механическим путем режущим или абразивным инструментом. Допускается вырезку заготовок выполнять плазменной или газовой резкой при условии последующей механической обработки заготовок в зоне резки на глубину не менее 2 мм. Краевые участки стыкового и таврового контрольных сварных соединений пластин, выполненных ручными способами сварки, длиной не менее 25 мм подлежат удалению. При автоматической и механизированной сварке в среде защитных газов и порошковой проволокой при толщине металла более 10 мм, автоматической сварке под флюсом, электрошлаковой сварке длину краевых участков принимать в соответствии с указаниями ГОСТ 6996-66*.
5. При изготовлении образцов усиление шва с наружной и внутренней стороны следует удалять механическим путем. Перед изготовлением образцов остающаяся стальная подкладка в контрольных сварных соединениях, выполненных с подкладкой, должна быть удалена.
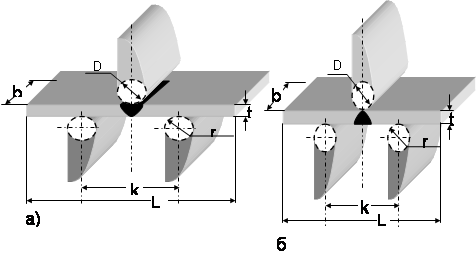
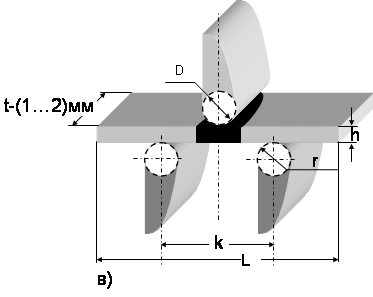
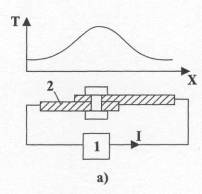
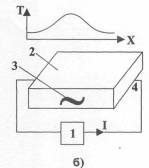
Рис. 6 Схемы испытаний на статический изгиб со стороны усиления шва. (а), со стороны корня шва (б) и на боковой изгиб - изгиб “на ребро” (в) образцов из контрольных стыковых сварных соединений листов и труб. Рекомендуемые параметры: D - диаметр пуансона, L - длина образца; b=1,5t, но не менее 10 мм; D=2t или D=2h; r=t, но не более 25 мм; K=2,5D; L=D+2,5h+80мм.
Похожие работы
... при наличии автоматической приставки. Широко используют также дефектоскопы типа АСК-10(12), ИОС-1, ВК-ЗОС, ВД-20П, ИПП-1М, «Магнитоскоп» и др. Тепловые методы Тепловые методы неразрушающего контроля используют при исследовании тепловых процессов в РЭС, причем в большинстве случаев регистрируют поверхностное тепловое или температурное поле объекта контроля, в пространственно-временной ...
... , океане и толще Земли. Рефракционные эффекты могут наблюдаться также при распространении ультразвука в изделиях и материалах, если скорость звука в них меняется по толщине, например, вследствие поверхностной цементации. Поэтому рефракция звука положена в основу акустических методов контроля качества цементации массивных сооружений (плотин и т.п.) и степени уплотнения грунтов под собственным весом ...





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...
... или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. ...
0 комментариев