Визуальному и измерительному контролю подлежат все контрольные сварные соединения, выполненные сварщиком при аттестации
На образцах разрешается выполнять надрез глубиной до 1 мм со стороны, противоположной месту приложения изгибающей нагрузки (рис. 1в)
При испытании определяют характер (тип) разрушения образца, а также предел текучести при растяжении и относительное удлинение при разрыве
После снятия нагрузки образец извлекают из пресса и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали
Навигация
На образцах разрешается выполнять надрез глубиной до 1 мм со стороны, противоположной месту приложения изгибающей нагрузки (рис. 1в)
Контроль сварки
21379
знаков
6
таблиц
12
изображений
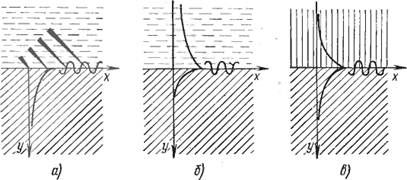
6 На образцах разрешается выполнять надрез глубиной до 1 мм со стороны, противоположной месту приложения изгибающей нагрузки (рис. 1в).
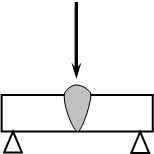
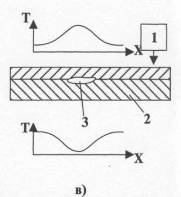
7 При односторонней сварке соединения без подкладки, половину всех образцов следует изгибать, прикладывая нагрузку со стороны корня шва (рис. 1г), а другую половину – со стороны усиления (рис. 1д).
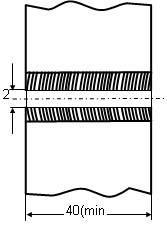
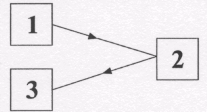
8 При испытании на излом угловых контрольных сварных соединений листов контрольный образец после удаления краевых частей (рис. 2а) испытывают либо целиком, либо разрезают на несколько отдельных контрольных образцов шириной не менее 40 мм. Положение образца при испытании показано на рис. 11.2б.
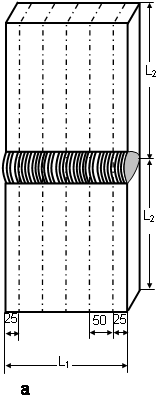
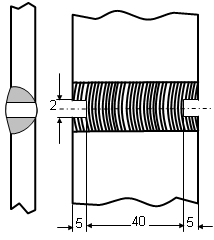
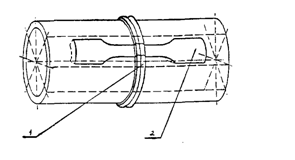
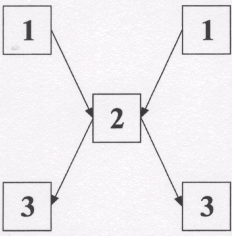
9 При испытании на излом стыкового контрольного сварного соединения труб (рис. 3а) из него вырезают образцы для испытаний шириной 50 мм. При этом количество образцов для испытаний должно быть не менее 4. Если диаметр трубы контрольного соединения не позволяет вырезать минимальное количество образцов (4 шт.), испытанию подвергается 2 и более контрольных соединений. При необходимости разрешается удалять усиление шва. В образцах на обоих концах сварного шва делаются надрезы глубиной до 5 мм (рис. 3б).
При односторонней сварке шва без подкладки половину образцов следует изгибать, прикладывая нагрузку со стороны корня шва (рис. 3в), а другую половину – со стороны усиления шва (рис. 3г).
 | |||||||||||||||||||
 | |||||||||||||||||||
| |||||||||||||||||||
 | |||||||||||||||||||
 | |||||||||||||||||||
 | |||||||||||||||||||
| |||||||||||||||||||
 | |||||||||||||||||||
|
| ||||||||||||||||||
Рис. 1 Схемы вырезки (а), виды (б, в) и схемы испытаний на излом со стороны корня шва (г) и со стороны усиления шва (д) образцов из стыковых контрольных сварных соединений листов.
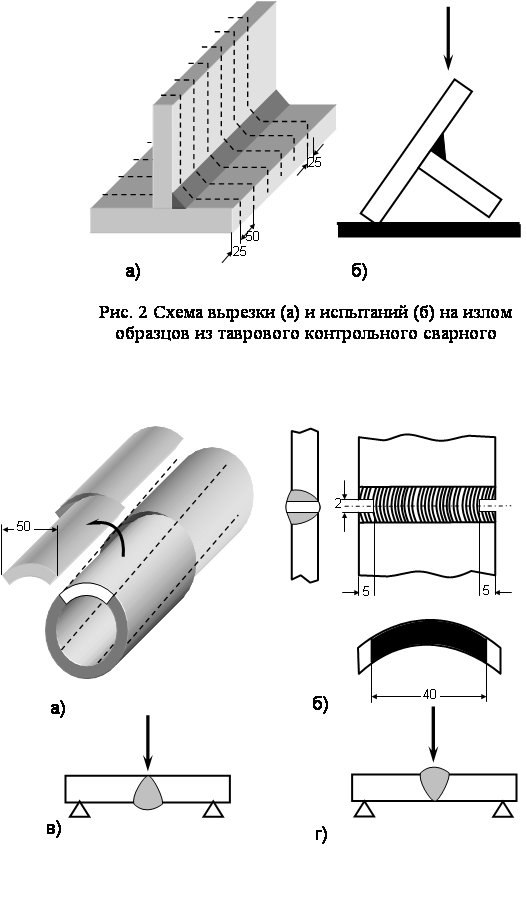
Рис. 3 Схемы вырезки (а), вид (б) и схемы испытаний на излом со стороны корня шва (в) и со стороны усиления шва (г) образцов из стыкового контрольного сварного соединения труб.
ПРИЛОЖЕНИЕ 2
МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
1 Испытания контрольных сварных стыковых соединений выполняют на образцах-лопатках типа 2 по ГОСТ 11262-80.
2 Образцы изготавливают механической обработкой из отрезков сварных соединений длиной не менее 160 мм. Допускается для труб с номинальной толщиной до 10 мм включительно вырубать образцы штампом-просечкой.
3 Из каждого контрольного сварного соединения вырезают (вырубают) равномерно по периметру шва не менее пяти образцов.
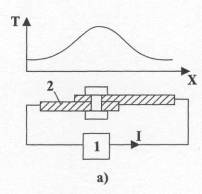
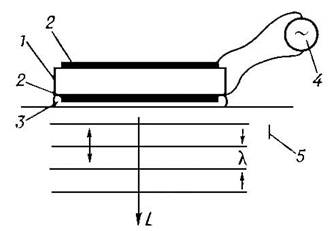
При изготовлении ось образца должна быть параллельна оси трубы. Толщина образца должна быть равна толщине стенки трубы. Сварной шов должен быть расположен посередине образца с точностью ± 1 мм. Образцы не должны иметь раковин, трещин и других дефектов. Схема вырезки образцов-лопаток для испытания на осевое растяжение приведена на рис. 4.
4 Испытания проводят при скорости раздвижения зажимов испытательной машины, равной (100 ± 10) мм/мин для образцов труб с номинальной толщиной стенки менее 6 мм и (25± 2,0) мм/мин для образцов труб с номинальной толщиной стенки 6 мм и более.
5 Испытание на растяжение производят на любой разрывной машине, обеспечивающей точность измерения нагрузки с погрешностью не более 1 % от измеряемого значения, мощность которой позволяет разорвать образцы (усилие от 5000 до 10000 Н) и которая имеет регулируемую скорость.
Похожие работы
... при наличии автоматической приставки. Широко используют также дефектоскопы типа АСК-10(12), ИОС-1, ВК-ЗОС, ВД-20П, ИПП-1М, «Магнитоскоп» и др. Тепловые методы Тепловые методы неразрушающего контроля используют при исследовании тепловых процессов в РЭС, причем в большинстве случаев регистрируют поверхностное тепловое или температурное поле объекта контроля, в пространственно-временной ...
... , океане и толще Земли. Рефракционные эффекты могут наблюдаться также при распространении ультразвука в изделиях и материалах, если скорость звука в них меняется по толщине, например, вследствие поверхностной цементации. Поэтому рефракция звука положена в основу акустических методов контроля качества цементации массивных сооружений (плотин и т.п.) и степени уплотнения грунтов под собственным весом ...





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...
... или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. ...
0 комментариев