Применение, назначение и условия работы машины, их влияние на изнашивание деталей. Список быстроизнашивающихся деталей
Расчёт трудоёмкости ремонтных работ
Сдача машины в ремонт
Технология ремонта и восстановления деталей
Охрана труда и противопожарная защита
Специальная часть
Построение кинемической схемы
Расчёт передач на прочность
Расчёт деталей машины на прочность
Подбор и расчёт на прочность шпонок
Правила технической эксплуатации машины и техники безопасности при её обслуживании
Карта и схема смазки машины
Экономическая часть
Расчет затрат труда на капитальный ремонт сушильного барабана
Навигация
Технология ремонта и восстановления деталей
Машины и аппараты химических производств и предприятий строительных материалов
76086
знаков
7
таблиц
14
изображений
3.4 Технология ремонта и восстановления деталей
Ремонт сушильного барабана начинается с измерения отклонений оси его корпуса (излома), при условии, что роликоопоры не требуют замены. Измерения производятся нивелиром; и по их результатам производится регулировка положения роликов относительно оси корпуса барабана.
При дефектах участков корпуса барабана и бандажей, вызывающих выбраковку, их заменяют. Для этого мелом наносятся окружности, по которым будет разрезаться корпус и удаляемый участок (его стропят и стропы навешивают на крюк крана), барабан газовыми горелками разрезают по окружностям и повреждённый участок удаляют, а на его место устанавливают заранее изготовленный новый и после центровки с осью барабана, электросваркой прихватывают к оставшимся частям корпуса, убирают подставки и, поворачивая корпус приводом, приваривают к ним сварочной проволокой, используя сварочные автоматы. Трещины, не вызывающие выбраковку корпуса барабана, засверливают по концам сверлом 2-5 мм, снимают фаски и заваривают качественным электродом, или на неё накладывают стальную заплату и приваривают к корпусу. Детали ячейковых теплообменников и пересыпные полки при износах, изгибе и скручивании, превышающих допустимые, срезают газовой горелкой и приваривают электросваркой новые. Износы бандажей и роликов при первых ремонтах устраняют чистовой обточкой. Для этого переносные токарные приспособления закрепляют на раме и опорах роликов и, используя привод для вращения, обтачивают ролики и бандажи под ремонтные размеры, после чего проверяют и регулируют положение роликов. Трещины у роликов и бандажей при глубине, меньше 20% их толщины заваривают так же, как у корпуса барабана.
При первых ремонтах сушильного барабана при износах зубьев венцовой и подвенцовой шестерён и зубчатых колёс редукторов, имеющих ось симметрии, не превышающих 30%, их поворачивают на валах на 180°. При износах свыше 30% и других дефектах - заменяют.
Неглубокие задиры (менее 0,5 мм) рабочих поверхностей зубьев, бандажей, роликов, шеек валов зачищают бархатными напильниками, шлифовальными шкурками, а глубокие - заплавляют сваркой и зачищают шлифовальным кругом. При износе посадочных поверхностей подвенцовой шестерни, зубчатых колёс редукторов, роликов, муфт их наплавляют ручным способом электронаплавки электродами, по составу близкими к сталям этих деталей, отжигают, растачивают на токарных станках и шлифуют на внутришлифовальных станках. При износах шпоночных пазов их заплавляют, зачищают шлифовальным кругом и нарезают новый паз против заплавленного.
Изношенные шейки валов наплавляют сварочной проводкой полуавтоматами в среде защитных газов или ручной электронаплавкой качественными электродами и после отжига обтачивают и шлифуют, на токарных и шлифовочных станках. Резьбовые шейки протачивают и нарезают резьбу номинального размера. Изогнутые валы и оси правят под прессом, предварительно нагрева их до 600°-700°С. При скручивании валов свыше допустимого, их выбраковывают. Задиры на шейках зачищаются "бархатными" напильниками и наждачной шкуркой. Подшипники качения при предельно не допустимых неисправностях не восстанавливаются.
Неисправные элементы при деформациях, свыше допустимых, правят с нагревом или срезают газовой горелкой и приваривают заранее подготовленные. Трещины -завариваются электросваркой.
Для качественного проведения капитального ремонта сушильного барабана необходимо применять ведомости дефектов его узлов, технологические карты ремонта и восстановления деталей, "ремонтные" чертежи.
3.5 Сборка, обкатка и испытание машины
Сборка сушильного барабана производится в порядке, обратном разборке (см. п. 4.2.), и применяется так же оборудование. Отремонтированные детали роликоопор, привода собираются вначале в сборочные единицы, а единицы - в агрегаты (редуктор). Устанавливаются они по отвесам, опущенным с горизонтальных струн. Роликоопоры устанавливают на рамы, совмещая отметки на корпусах подшипников с отвесами, после чего рулеткой измеряют расстояние между осями и отклонение от параллельности. Затем на ролики устанавливают стальной клин с углом в 3°, а на него - уровень и измеряют отклонения углов наклона роликов от угла наклона барабана (3°) и регулируют их положение постановкой металлических подкладок под корпуса подшипников. После регулировки корпуса подшипников крепят к раме. Корпус сушильного барабана вместе с временными опорами приподнимают гидродомкратами, убирают деревянные клетки и бандажами устанавливают на роликоопоры и измеряют и регулируют положение его относительно оси вращения смещением корпусов подшипников роликов на рамах. Затем устанавливают уплотнения концов и привод. Сборка привода начинается с установки одной из половин венцовой шестерни сверху на пакеты пластин, центрируют её относительно оси корпуса барабана, после чего болтами подсоединяют к корпусу. Затем с помощью лебёдок и крана поворачивают корпус барабана на 180° и аналогично устанавливают и крепят вторую половину шестерни и соединяют их между собой болтами. После этого, поворачивая корпус лебёдками через 90° на полный оборот, индикаторами измеряют и регулируют биение шестерни относительно оси вращения (оно не должно превышать 1мм). Подвенцовую шестерню предварительно устанавливают на плиту фундаментную по отвесам, совмещая отметки на корпусах подшипников с отвесами, измеряют боковой (он должен быть не более 0,5 мм) и радиальный (0,25 мм) зазоры, регулируют их смещением корпусов подшипников подвенцовой шестерни. Затем временно закрепляют корпуса подшипников, смазывают несколько зубьев краской и лебёдкой поворачивают барабан. На поверхности зубьев венцовой шестерни остаются отпечатки, по которым судят о правильности зацепления и проводят точную регулировку положения подвенцовой шестерни относительно венцовой. Редуктор предварительно устанавливают на раму, его ведомый вал центрируют с валом подвенцовой шестерни постановкой металлических прокладок под опорную поверхность и перемещением по раме, после чего закрепляют и центрируют вал электродвигателя по ведущему валу. Устанавливают ограждения привода, роликоопор, заполняют смазкой подшипники, редуктор и производят обкатку сушильного барабана. При сборке сушильного барабана используются технологические карты сборки сборочных единиц и машины в целом, технические условия (ТУ) на сборку, паспорт машины. Обкатка сушильного барабана делается с целью приработки его подвижных сопрягаемых деталей (роликоопор, привода), а испытание - для определения качества его ремонта. Режимы обкатки и испытания определяются заводом-изготовителем. Производится опытным слесарем- ремонтником (обычно - бригадиром ремонтной бригады) и обслуживающим его машинистом под непосредственным руководством руководителя ремонта. Перед обкаткой машина тщательно осматривается, все её точки смазки заполняются смазкой, включается электродвигатель, и машина работает 5-6 часов вхолостую. Перед пуском с использованием рычага проворачивают муфту, соединяющую электродвигатель с редуктором и убеждаются, что барабан проворачивается легко и плавно. Во время обкатки следят за правильностью взаимодействия всех деталей и узлов, отсутствием шумов, стуков и вибрации, не характерных для нормальной его работы, за нагревом подшипников (не должен превышать 65°С). При их появлении барабан должен быть немедленно остановлен, выявлены и устранены причины. Если устранение неполадок связано с заменой трущихся деталей, то обкатка повторяется с самого начала. По её окончании барабан осматривается, во всех точках смазки заменяется смазка, и производят его испытание. Для этого разжигается топка, включается дымосос и привод барабана и производится постепенный прогрев его внутренних частей до рабочей температуры. По окончании прогрева включается питатель и подаётся материал на сушку. Подача производится дозировано и ступенчато: вначале — на четверть производительности, затем - на половину, 3/4, и на последней стадии – на проектную. На каждой стадии сушильный барабан работает 1,5-2 часа. Если на последней стадии машина отвечает всем предъявляемым требованиям (производительность, технологические параметры высушенного материала, расход электроэнергии, смазки), испытание заканчивается и составляется акт установленной формы, подписываемый участниками обкатки и испытания. Во время испытания выполняют все работы, производимые при обкатке, и кроме того:
1) по приборам следят за температурой, степенью разряжения в различных зонах внутри корпуса и при необходимости регулируют их, изменяя количество сжигаемого топлива, воздуха в горючей смеси и прикрывая или приоткрывая шибер дымососа;
2) следят за тем, чтобы на каждой стадии материал подавался равномерно и в него не попадали посторонние предметы.
Похожие работы
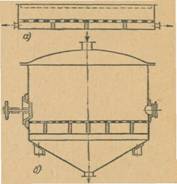
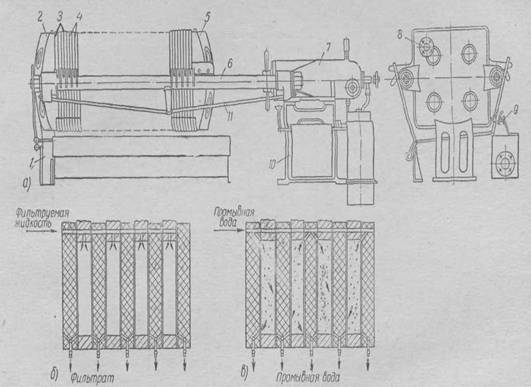
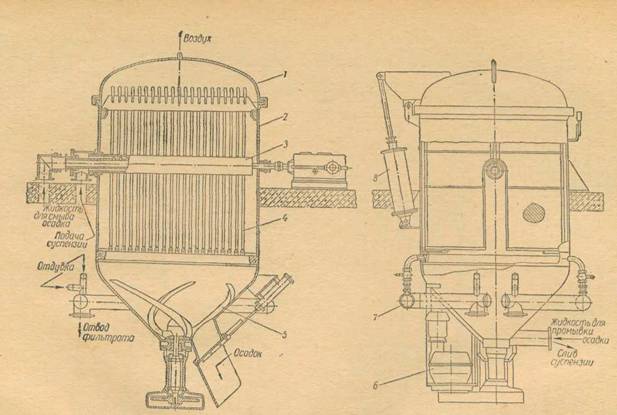
... внизу. Фильтрат из распределительной головки выводится в вакуум-сборники 8. После разгрузки фильтровальная ткань промывается и просушивается [(4) стр. 72 ]. 2. Описание технологической схемы фильтрации Белая фильтрация предназначена для отделения гидратированной двуокиси титана (ГДТ) от гидролизной кислоты и отмывки ГДТ от хромофорных примесей путем фильтрования на листовых вакуум-фильтрах в ...
... Рабочие колеса не должны иметь износа лопаток и дисков от коррозии и эрозии более 25% от их номинальной толщины. Изгиб лопаток не допускается. 4.2.2 Ведомость дефектов на ремонт центробежного насоса Таблица 4.3 - Ведомость дефектов на ремонт насоса Наименование узлов и деталей подлежащих ремонту Характер неисправности Метод устранения Необходимые материалы Наименование Кол-во Ед. ...
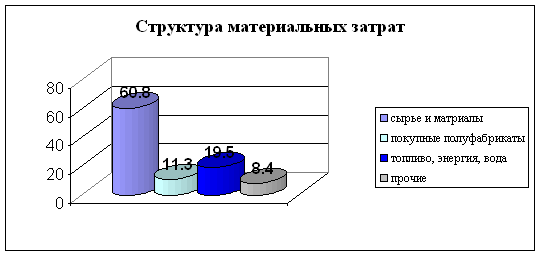
... конечном счете, повышению эффективности деятельности промышленных предприятий и предприятий сферы обращения. Реализация эффективной программы экономии материальных ресурсов на промышленном предприятии, прежде всего, обусловлено наличием грамотно организованной и систематически функционирующей системы анализа их использования. 1.3. Методика анализа использования материальных ресурсов Одним ...
... ввода коммуникаций учтены рекомендуемые расстояния точек ввода до краев оборудования. На монтажный план нанесено только монтируемое тепловое, холодильное, механическое и вспомогательное оборудования. На предприятиях общественного питания обычно принимают четырехпроводные электрические сети, имеющие напряжение 380В, реже 220В. Передача электроэнергии от трансформатора к электрическим приемникам ...
0 комментариев