Навигация
Определение целей и классов инвестиций. Выбор ставки сравнения
47090
знаков
14
таблиц
5
изображений
6. Определение целей и классов инвестиций. Выбор ставки сравнения
Класс инвестиций определяем в зависимости от типа капитальных вложений. Для рисковых капитальных вложений (внедрение новых технологий) назначаем V класс инвестиций с минимальной (пороговой) нормой прибыли 23 - 25%.
Поскольку рост цен на составляющие себестоимости вызывает аналогичный рост цен на готовую продукцию, то их динамики в целом совпадают. Следовательно, нет необходимости учитывать инфляционную составляющую ни при расчете ставки сравнения, ни при расчете доходов и расходов. В этом случае падение стоимости денежных средств в зависимости от времени учитывает только фактор риска и недополученную прибыль от изъятия денежных средств из финансового оборота («омертвление» денежных средств). Ставку сравнения для проекта (освоение принципиально новой продукции) принимаем равной Е = 0,23.
7. Основные характеристики и достоинства оборудования
Станок Tube Forming Machine type 1602 позволяет изготавливать круглые спирально-навивные воздуховоды диаметром от 80 до 1600 мм. Ширина металлической ленты (штрипсы) при толщине 0,4…1,0 мм составляет 137 мм, при толщине 1,1…1,3 мм – 140 мм. Вес штрипсы – до 1000 кг. Толщина используемого металла для гальванической стали составляет 0,4…1,3 мм, для нержавеющей стали – 0,4…0,8 мм, для алюминия – 0,6…1,3 мм. Скорость подачи ленты – до 60 м/мин в зависимости от материала. Прижимной ролик – механический или пневматический (Рисунок 2). Отрез воздуховода производится пневматическим роликовым ножом. Разматывающее устройство - с пневматическими тормозами.
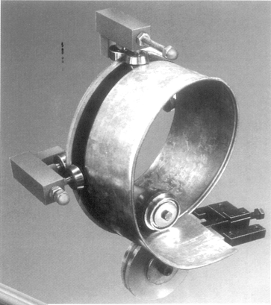
Рисунок. 2. Принцип прижима штрипсы роликами
Основными достоинствами можно считать: удобство и легкость в эксплуатации; возможность плавного регулирования скорости подачи штрипсы; быстрая и легкая перенастройка с одного диаметра на другой в течение 15 мин (Рисунок 3); высокое качество шва (соответствие стандарта DIN 24.145); невысокая стоимость формирующих колец; высокая жесткость воздуховодов; наличие устройства автоматической разгрузки воздуховодов; использование профилирующих роликов для дополнительного ребра жесткости; наличие пневматических разгрузочных столов.
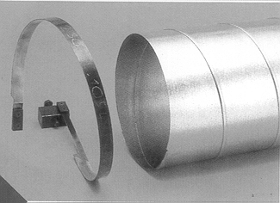
Рисунок 3. Шаблон для регулирования диаметров воздуховодов
Система плазменной резки, тип SPIRO PLASMACUTTER CUTLASS обеспечивает эффективный раскрой заготовок из различных видов листового металла. Система имеет реечный привод по осям X и Y. Толщина обрабатываемого материала составляет 12 мм для стали 400 Н/м2 и оцинкованной стали, 10 мм для нержавеющей стали. Точность резки составляет 0,2 мм. Скорость траверсы составляет 22 м/мин.
Основными достоинствами можно считать: обеспечение свободного доступа к рабочей зоне (3000х1500 мм) со всех сторон; наличие «спрятанной» рамы для обеспечения свободного прохода; наличие внутренней вытяжной системы; наличие контролера Burny 2.8 с памятью 128 Кб (расширение до 512 Кб); наличие системы диагностики; управление производится простыми однозначными командами «да» и «нет»; наличие интерфейса RS-232 для связи с офисным ПК с программой HVAC СВЯЗЬ DNC; наличие модема и кабеля длиной 100 м для непосредственного подключения офисного ПК к режущей машине; программное обеспечение HVAC PM 200 (Арт. № 590001) имеет в своем составе программы для круглых, овальных и прямоугольных форм фланцев, для автоматической раскладки для уменьшения отходов (не более 5%), для разбивки надразмерных фланцев, для интерактивной раскладки и раскладки в отверстиях, для трехмерного представления при параметрическом программировании и создания необходимых спецификаций, чертежей и ярлыков, программируемую пользовательскую базу данных, простую программу САПР для двухмерных узлов, интерфейс для САПР типа AutoCAD).
Станок точечной сварки SPIRO Spot Welding Machine PL-63 обеспечивает регулируемый вылет электродов от 230 мм до 550 мм. Мин. диаметр свариваемого воздуховода 90 мм.
Зиговочная машина Edgeformer, тип SME 63 позволяет наносить отбортовку при работе с металлическими листами толщиной, не превышающей 1,7 мм.
Трехвалковый листогиб Rollformer RME 60/128 позволяет придать заготовкам округлую форму при работе с металлическими листами толщиной, не превышающей 1,2 мм.
Станок SPIRO Gorelocker, тип ВЕТА-3 предназначен для изготовления сегментов фланцевых и запорных соединений (отводов, полуотводов, заглушек) диаметром от 125 до 1000 мм. Толщина обрабатываемого материала составляет 0,4…1,25 мм для мягкой стали и оцинкованной стали, 0,4…0,8 мм для нержавеющей стали и 0,6…1,25 мм для алюминия. Скорость отбортовки зависит от материала и составляет максимально 45 м/мин. Максимальный угол сегмента составляет 30о (поворот 90о состоит из четырех частей). Высота фланцев составляет 5 мм при диаметрах от 125 до 250 мм, 7,5 мм при диаметрах от 250 до 700 мм, 10 мм при диаметрах от 700 до 1000 мм.
На рисунке 4 показаны варианты выполнения отбортовки.

Рисунок 4. Варианты выполнения отбортовки на станке для изготовления сегментных отводов
Основным достоинством можно считать возможность быстрого переключения режимов с простой отбортовки на двойную (несколько секунд) и перенастройки с операции отбортовки на завальцовку (примерно две минуты).
Станок модель 36/10 позволяет растягивать круглые спиральные воздуховоды до плоского овала при максимальной толщине металла воздуховода 1,25 мм и максимальных длинах воздуховодов 6 м. Диаметры исходного круглого воздуховода – от 330 до 2000 мм. Размеры получаемых овальных воздуховодов –125 х 370 мм – 915 х 2650 мм.
Трехвалковый листогиб модель 48/20 позволяет вальцевать плоские овальные сегменты при толщине обрабатываемого металла до 1 мм. Минимальный диаметр вальцовки составляет 76 мм при толщине 0,8 мм и 150 мм при толщине 1 мм. Рабочая скорость составляет 9 м/мин.
Ручной сегментный листогиб UK-125 позволяет придать заготовкам округлую форму при работе с металлическими листами толщиной, не превышающей 1,25 мм для оцинкованной стали и стали 400 H/м2, 1 мм для нержавеющей стали и 2,25 мм для алюминия.
Электромеханическая гильотина МТ-250 оснащена автоматической гильотиной, режущей балкой с плоскими безремонтными направляющими, прямоугольным стопором с точным лезвием (шкала деления 400 мм на столе слева и справа), опорой для металлической пластины, раздвигаемой до 920 мм, автоматическими приспособлениями зажимов с нескользящей эбонитовой прокладкой. Толщина обрабатываемого металла – 1,25 мм для оцинкованной стали. Максимальное количество отрезов в минуту – 35. Угол отреза – 1,45 о.
Станок SPIRO Litelocker предназначен для холодной сварки материалов толщиной 1,8 мм для стали 400 Н/м2 и оцинкованной стали, 1,6 мм для нержавеющей стали. Скорость составляет 180 циклов в минуту. Максимальный вылет электрода - 500 мм. Минимальное расстояние между точками сварки – 9,4 мм. Максимальный диаметр изделий составляет 1100 мм, минимальный – 100 мм.
Станок SPIRO STITCHWELDER TYPE VSTW-1D, HG предназначен для шовной сварки материалов толщиной 0,3…0,8 мм для оцинкованной и нержавеющей стали. Диапазон диаметров составляет от 100 до 600 мм. Длина сварного шва – от 60 до 600 мм. Величина нахлеста – 6 мм. Скорость сварки составляет 5 м/мин.
0 комментариев